您好,欢迎访问三七文档
当前位置:首页 > 办公文档 > 规章制度 > 工厂管理流程-(生管部)
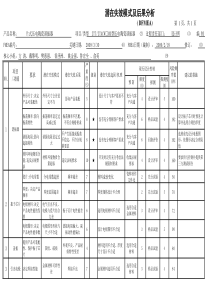
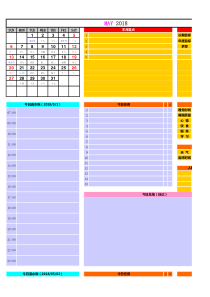
工厂管理流程(生管课)因生产计划控制员与物料计划控制员不可避免的要参与到工厂的管理中,特别是企业中的一些部门与我们的工作紧密相关,与他们打交道是必须的。因此我们就必须要十分了解这些部门的工作,我们将重点来学习了解有关几个部门的工作范围,特点。一.生管部:1.工作职能:A.制定年,季,月的销货计划。做好生产部门间的沟通与协调。B.制定生产计划,根据产能及订单排出合理的生产计划,要有准备措施。B.控制生产进度,掌握生产进程,做好物料进度的督促,调整各生产车间进度。C.督促物料进度,当生产进度落后时,要与有关部门商量,协商解决办法。D.分析产能负荷,订单超过产能时提前计划。E.数据统计。产能,销货计划,物料进度,出货等。F.生产协调去。相关生产部门的组织,协调处理异常问题。目标:按期完成生产任务。2.工作特点:提前计划性:尽管有些事事先并不明确,但我们也应有个计划,在执行过程中有可能会改变。作为生管部门人员,要有好习惯,做事要有计划性,做事要雷历风行。准确及时性:您的计划及有关资料要准确及时地发放放到有关部门和有关责任人。全面完整性:为保证您的计划的全面完整,我们要进行跟踪。要有记录。3.对生管人员的要求:责任心强,务实干练的工作作风,处理问题果断。4.生产能力(产能)产能是指生产设备在一定时间内所能生产的产品数量。产能通常以工时为单位。产能分为正常产能和最大产能。正常产能:指历年来生产设备的平均产出量。最高产能:生产设备的最高产出量。5.周出货计划与生产计划的协调作为生管部门,我们前面已说了要预先制定计划,制定年,季,月计划。由于时间,有许多不确定因素,计划会随着变化而改变。但是我们的周生产计划是比较准确的。准确率是很高的。它是在月生产计划和周出货计划基础上进行制定的。一般来说不再进行修正和调整。我们所要考虑的是:人员够否?加班,倒班能否解决?机器设备是否完好?影响产能?材料是否到位?工艺上有无问题?环境有无问题?(安全生产)6.生产准备:人员及培训:人够否?安排是否合理?是否熟悉本岗位的操作?机器设备:是否完好?数量够否?(提升产能。)与之配套的各种工具是否齐备?物料:所购材料是否到位?品质如何?工艺:生产工艺,制造流程还有无问题?品质控制:品质控制方法是否已知?操作规程有无掌握?7.制定生产计划应遵循的原则及要考虑的因素:交期先后原则:交期短,时间紧的先安排。客户分类原则:重点和一般客户。重点优先安排。产能平衡原则:生产线生产要顺畅。半成品和成品生产线的生产速度要相同,不要停线待料工艺流程原则:对工艺复杂,制造时间长的产品要重点关注。因素:工作部门因素和时间因素工作部门:要考虑到各车间,班,组及机器设备的能力。时间因素:产品设计,物料采购及运输,物料的检验,产品生产,成品出货这些时间。8.生产进度跟踪:计划部门制定计划是一方面,其他部门是否在按我们的计划在进行,我们要进行跟踪,检查,制定一份生产进度跟踪表常用的进度控制工具:各种图表:生产,出货进度绘制折线图,柱状图表在看版上。掌握各方面进度。各类报表:日报表,周报表,月报表,对生产进度进行掌握。进度控制箱:按日期分31格,当天的事务放入当天的格内电脑系统:最方便,快捷的。各种表格,图表都可在电脑里绘制。如:采购进度表,生产进度表等。9.日程基准表(订货生产型)订货生产型日程基准表通常使用反向排程法。(倒排法)。确定出货日后,生产及采购计划在日程中如何安排,配合。如:7月1日接到一批定单,客户要求出货日8月15总天数约45天。生产时间20天物料采购约3——10天。材料运输约5天材料检验约2天。成品检验1-2天成品入库到出货2天。订购日(材料的采购及检验要17–20天)投产到出货(生产周期,产品检验,入库,出货)25天。日程基准表的作用:生产各环节目标明确。生产各环节节奏一致,减少积压和短缺,保证按时出货。10.进度落后之措施及时交货不仅仅是我们的信誉,更是能不能我们抓住市场和客户,以保我们的生存与发展。所以,对已接到的定单,安排上一定要认真,科学。对有可能不能按时交货的订单,我们一1定要采取措施。通常有:提高产能(产量):增加设备,增加人员,增加轮班。部分工作考虑委托外厂加工。调整出货计划:与客户协商,推迟交货。减少紧急订单的插入。延长工作时间或节假日调班。(按劳动法规定,支付报酬)11.本章要会制的表格:生产进度跟踪表生产进度控制表生产日报表制造命令单周生产计划表日程基准表
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 包治百病
包治百病
本文标题:工厂管理流程-(生管部)
链接地址:https://www.777doc.com/doc-11282048 .html