您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 冰箱用ABSHIPS板材挤出设备及工艺研究
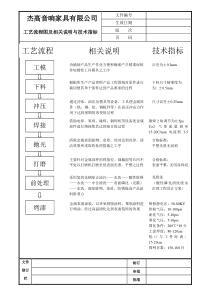
冰箱用ABS/HIPS板材挤出设备及工艺研究本文针对ABS/HIPS板材的生产工艺特点,对容易影响板材质量的问题做出分析。在电冰箱生产过程中,冰箱箱内胆和门内胆主要采用ABS/HIPS板材通过真空吸塑成型的方法获得,ABS/HIPS板材则是通过挤出机挤出成型的方法加工出来的,ABS/HIPS板材挤出成型是指将ABS/HIPS原料在挤出机旋转的螺杆与料筒之间进行输送、压缩、熔融、塑化,然后定量的通过挤出机头部的口模,生产出连续的ABS/HIPS板材的加工工艺过程。ABS/HIPS板材挤出机主要由料筒、螺杆、机头、分流板和过滤器、口模、压光辊、牵引装置、剪切装置、干燥料仓、控制系统及加热传动系统等部分构成,现针对ABS/HIPS板材的生产工艺特点,将一些容易影响板材质量的情况做如下分析。1料筒和螺杆料筒和螺杆是挤出机的核心部分。料筒是装有螺杆的圆筒形的容器,螺杆在旋转过程中产生的磨擦和剪切力使原料熔融,然后通过料筒传送到机头部分。料筒的内部环境是由高温、高压和料筒内部传送物质的相当高的表面速度决定。因此,挤出机在运行过程中,料筒和螺杆会产生磨损,从而使挤出机的性能下降。磨损情况主要分为三类,即粘附磨损、磨擦磨损和腐蚀磨损。粘附磨损是由于螺杆螺纹和料筒壁的接触产生的。磨擦磨损是由于原料的固体粒子、无机填充剂或一些固体添加剂的加入而产生的,这种磨损虽然有时会因为粒料在料筒和螺杆表面磨擦时发生,但大部分是由于粒子被夹在螺纹和料筒壁之间的微细的空隙中产生的。腐蚀磨损是由于在加工过程中,高分子熔融物质生产的水分和热分解时放出的腐蚀性挥发物质与金属发生化学反应造成的。挤出机的大部分料筒是由氮化处理的钢材或合成金属制成的。氮化处理技术是一种增强金属耐磨性的技术,合成金属料筒是指其内部使用合金,以增强其抗磨损和抗腐蚀性,外部则由结构制成。与氮化处理的钢材相比,双金属料筒更加经久耐用。目前双金属料筒使用的材料主要有碳化钨复合体、铬改质-硼铁和镍合金等。大部分的螺杆使用比料筒略差的材质,一般为中碳合金钢,耐磨损的螺杆则整体用其他材料制作,或将钢制螺杆的表面改性,或在螺杆表面附加一层耐磨损的物质。挤出机磨损最严重部位是螺杆的板雅外部,为保护螺杆的板牙外部,通常是在其表面焊接一层硬化的合金。料筒的温度一般分为7区控制加工ABS板材时,每区温度控制在195~230℃之间;加工HIPS板材时,每区温度控制在180~220℃之间。为保证ABS/HIPS原料在料筒内能够塑化均匀,须根据口模物料的塑化情况来调节各区温度。ABS/HIPS原料在挤出过程中,料筒温度的变化对ABS/HIPS挤出板材有相当重要的影响,料筒温度过低,容易导致ABS/HIPS原料在料筒中塑化不好,从而在挤出板材中夹有生料;料筒温度过高,容易导致ABS/HIPS原料在料筒中过度受热老化,造成ABL/HIPS挤出板材的力学性能下降,颜色变黄,以至于出现真空成型的内胆在使用过程中出现开裂现象。值得注意的是,螺杆在料筒中长期运行过程中,在螺杆螺槽死角处积存的原料由于长期受热,形成碳化物,随着挤出料流通过口模在挤出板材表面形成黑点,严重影响板材的表面及内在质量。2分流板和过滤网分流板和过滤网设置在口模和螺杆头之间的过渡区,其作用是使料流由螺旋运动变为直线运动,阻止未熔融的粒子进入口模,滤去碳化物等杂质。此外,分流板和过滤网还可以提高熔体压力(见图),使挤出板材比较密实,当物料通过孔眼时,能够得到进一步塑化,以达到控制塑化质量的目的。分流板有多种形式,ABS/HIPS挤出机使用的为平板式分流板,分流板上孔眼分布的原则是使通过它的物料流速均匀。孔眼的直径一般为3~7mm,孔眼的总面积约为分流板总面积的30%~50%。分流板的厚度根据挤出机的尺寸及分流板所承受的压力确定,其经验数据为料筒内径的20%左右。分流板一般由不锈钢制成,孔道应光滑,无死角,为便于清理物料,孔道进料端应倒出斜角。分流板距螺杆端部的距离不宜过大,否则容易造成物料积存,加速塑料分解;距离过小,则料流不稳定,影响挤出板材质量,一般控制在0.1D左右(D为螺杆直径)。为了进一步降低冰箱的生产制造成本,几乎所有的冰箱生产厂家都在ABS/HIPS板材挤出过程中添加不同比例的破碎回料,所以对于挤出要中ABS/HIPS原料中的熔融物过滤的重要性也越来越受到重视,因为即使少量的杂质也会对挤出板材的外观和性能产生较大的影响,所以滤网的使用,会对挤出板材的质量产生重要的作用。滤网一般是由密集编制而成的铁网或不锈钢网制成的,然后用多层不同目数的滤网组合在一起放在滤网交换器上,一般在ABS/HIPS板材挤出过程中,经常使用的目数组合为:40目+80目+100目+40目。滤网交换器分为往返式和连续式两种,往返式是右相同的两个或多个滤网组成,将其中的一个插放熔融树脂中使用,当其中一个堵塞时,使用新的进行更换。连续式滤网交换器是连续投入新的滤网,以相同的速度出去堵塞的滤网,并根据树脂中的杂质含量的变化,自动调节滤网的移动速度。3口模口模在挤出机中主要起到以下作用:①使来自挤出机的熔体,由螺旋运动变在直线运动;②通过模腔内的剪切运动,使熔体得到进一步塑化均匀。③通过模腔内流道几何形状态与尺寸的变化,产生必要的成型压力,确保挤出板材致密。④通过机头成型段及模唇的调节作用,获得所需断面尺寸的连续板材。目前,在ABS/HIPS板材挤出过程中,常用的为衣架式模头,主要分为:模唇、阻流块、熔体分配器、阻流区和模体几部分组成,其中,控制熔流主要通过调整阻流块和模唇的方法来实现,即通过提升或压紧阻流块和模唇位置的螺栓来达到调节的目的。口模的温度一般分为5区或者7区进行控制,挤出ABS板材时口模温度控制在200~230℃,挤出HIPS板材时,口模温度一般控制在180~210℃。当塑化均匀的料流通过口模挤出时,中间部分由于散热较慢,温度较高,而两侧部分由于散热较快,温度相对较低,为了控制挤出板材在通过口模时,不至于因为温度不均产生收缩应力,从而导致板材变形的情况出现,通常要求口模两侧的温度高于中心温度15~20℃,来达到补偿温度,控制变形的目的。4三辊压光机熔料从机头出来时温度较高,立即进入三辊压光机,由三辊压光机压光并逐渐冷却。三辊压光机由直径为200~400mm的上、中、下三个辊筒组成,辊筒内通蒸汽(水或油)进行温度控制。安装三辊压光机时尽可能同轴,偏离不超过0.025mm。三辊压光机还能起到一定的牵引作用,调整板材各点的线速度一致以保证板材的平直。同时三辊的辊速要与螺杆的转速相匹配,以保证板材拉伸均匀。在进行ABS/HIPS板材挤出时,三辊的温度一般控制在如下温度范围:上辊:40~80℃;上辊:40~70℃;下辊:40~60℃。三辊压光机与机头的距离应尽可能靠近,一般为50~100mm,距离太大,板材容易下垂发生皱折,光洁度不好,同时易散热冷却,影响板材压光效果。5牵引装置和切割装置牵引装置一般下辊为主动辊,上辊为被动辊,为增加摩擦力,上辊常为橡胶辊。辊的直径一般为150mm。其作用是将板材均匀的牵引到剪切装置,防止三辊处积料,并把板材压平。必须注意的是牵引装置的辊筒速度保持与三辊压光机辊筒的线速度一致。防止板材被过度拉伸和打兜表层起皱。ABS/HIPS板材的切割包括切边和裁新。板材在挤出过程中,其两边往往厚薄不均,也不整齐,所以必须要切去一部分,一般使用切刀来进行切边。裁断装置的主要部分通常为剪床和记数器组成,剪床的刀口间隙大小对简板剪板质量有很大影响,因为间隙过大,容易导致板材(尤其是HIPS板材)剪切的边缘残留“毛须”,影响板材的后续加工。针对ABS/HIPS板材挤出过程中经常出现的一些问题,我们决结出了相应对策,见表。6结束语随着科学技术的不断发展,挤出机的制造正朝着令人满意的产品质量和生产效率的方向进行改进,挤出机的生产厂家通过不断的改进螺杆设计、增强驱动功率,改善变速箱,提高扭矩传输效率的方法来提高挤出机的生产效率,但在ABS/HIPS板材挤出过程中,如何对挤出过程中的温度、压力及其他工程变量进行精确的控制,最大幅度地减少不合格品率,获得高质量的ABS/HIPS板材,才是我们追求的目标。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 hnzzlyk
hnzzlyk
本文标题:冰箱用ABSHIPS板材挤出设备及工艺研究
链接地址:https://www.777doc.com/doc-2637058 .html