您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > 1_第五章机床的安装调试和精度检测
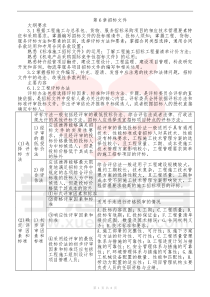
电子教案沈志雄主编金属切削机床第五章机床的安装调试和精度检测本章应知本章应会1.了解机床安装的基础知识、步骤和主要内容。2.了解机床精度检验方法。1.机床开箱检查的各项工作。2.机床的安装,调整水平工作。3.机床精度的检验。4.机床工作精度的检验。第一节机床的安装和调试一、机床安装基础1.机床安装基础的作用2.机床安装基础的种类(1)普通结构的基础普通结构的基础又可分为专用基础和通用基础两种。第一节机床的安装和调试(2)防振基础如图5-2所示。图5-2防振基础1—隔墙2—木板3—炉渣等防振材料3.对机床安装基础的要求第一节机床的安装和调试1)中、小型机床安装在混凝土地面上的界限及地面的厚度,应按工业建筑设计规范的国家标准规定执行。2.表中基础厚度指机床底座下承重部分的厚度,当坑、槽深于基础底面时,仅需局部加深。3)重型机床、精密机床应安装在单独基础上。4)机床安装在单独基础上时,基础平面尺寸应不小于机床支承面积的外廓尺寸,应考虑安装、调整和维修时所需要的尺寸。二、机床安装的程序和工作内容(1)机床定位按地基图在基础上划出机床的中心线,检查各地脚孔中心位置和各平面的标高是否符合图纸要求,以便安装时能正确定位。第一节机床的安装和调试(2)吊装机床吊装前将机床外表面擦净,并在地基上的适当位置安放临时垫铁。(3)灌注地脚孔混凝土所用混凝土要比基础用混凝土高一个标号,石子尺寸要小于20mm,灌注时要仔细认真捣实,并检查地脚螺栓,如有歪斜要及时扶正。(4)安装垫铁在地脚孔混凝土经养护达到要求强度后,把机床上的地脚螺母取下后将机床吊离基础放在一旁。(5)调整安装水平目的是保持机床的稳固性,减少振动,防止变形和避免不合理的磨损,以确保加工精度。第二节机床的试车和验收一、静态检查1)用手转动各传动件,应运转灵活。2)变速手柄和换向手柄应操纵灵活,定位准确、安全可靠。3)移动机构的反向空行程量应尽量小,直接传动的丝杠,不得超过回转圆周的1/30r;间接传动的丝杠,空行程不得超过1/20r。4)各移动部件(车床顶尖套、溜板、铣床工作台等)在行程范围内移动时,应滑动灵活而无阻滞,手轮转动轻快,锁紧机构灵敏无卡死现象。第二节机床的试车和验收5)安全离合器应灵活可靠,在超负荷时,能及时切断运动。6)交换齿轮架交换齿轮间的侧隙适当,固定装置可靠。7)各部分的润滑加油孔有明显的标记,清洁畅通。8)电器设备启动、停止应安全可靠。二、空运转试验1)在所有的转速下,机床的各工作机构应运转正常,不应有明显的振动。2)润滑系统正常、畅通、可靠、无泄漏现象。3)安全防护装置和保险装置安全可靠。第二节机床的试车和验收4)在主轴轴承达到稳定温度时(即热平衡状态),滑动轴承温度不得超过60℃,温升不得超过30℃;滚动轴承不得超过70℃,温升不得超过40℃。三、负荷试验四、精度检验1.卧式车床的精度检验(1)床身导轨的直线度和导轨在同一平面内的误差先将床身导轨调平。第二节机床的试车和验收图5-3床身导轨的调平1)测量导轨在垂直平面内的直线度误差时,将水平仪纵向放在床鞍上,如图5-4所示位置Ⅰ所示。第二节机床的试车和验收图5-4床身导轨在垂直平面内的直线度和在同一平面内检验第二节机床的试车和验收5M5.TIF2)测量导轨在同一平面内的误差时,第二节机床的试车和验收在溜板上横向放一水平仪,如图5-4所示位置Ⅱ处,等距离移动溜板进行检验,移动距离近似等于规定的局部误差的测量长度,水平仪在全部测量长度上读数的最大代数差值,就是导轨在同一平面内的误差。(2)床鞍移动在水平面内的直线度当溜板行程小于或等于1600mm时,利用检验棒和百分表检验。第二节机床的试车和验收5M6.TIF(3)主轴的径向圆跳动、轴向窜动和轴肩支承面的端面圆第二节机床的试车和验收跳动1)主轴轴向窜动的检验,如图5-7a所示,将锥度标准检验棒插入主轴锥孔中,在检验棒中心孔中置一钢珠,然后将百分表测头触在钢珠上,转动主轴一周,最大读数差即为主轴向窜动误差。2)主轴轴颈径向圆跳动的检验,如图5-7b所示,测头触在主轴颈部定位圆柱面上,旋转主轴一周,最大读数差即为径向圆跳动误差。第二节机床的试车和验收3)主轴轴肩支承面跳动的检验,如图5-7c所示,测头触在主轴轴肩支承面上,旋转主轴一周,最大读数差即为轴肩支承面跳动误差。4)主轴轴线的径向圆跳动的检验,如图5-7d所示,将检验棒插入主轴锥孔内,固定百分表,使其测量头分别触及检验棒表面的a、b两位置。第二节机床的试车和验收图5-7主轴轴向窜动、径向圆跳动和轴肩支承面跳动检验第二节机床的试车和验收(4)床鞍移动对主轴轴线的平行度将百分表固定在床鞍上(图5-8),使其测量头触及检验棒的表面,a位置在垂直平面内,b位置在水平面内。第二节机床的试车和验收5M8.TIF第二节机床的试车和验收(5)丝杠轴向窜动的检验在床面上放一磁座百分表,表的测量头触及丝杠顶尖孔内用黄油粘住的钢球,如图5-9所示。(6)主轴与尾座两顶尖的等高度检验在主轴与尾座顶尖间装入检验棒,将百分表固定在溜板上,使其测量头在垂直平面内触及检验棒,如图5-10所示,移动溜板在检验棒的两极限位置上进行检验。第二节机床的试车和验收图5-9丝杠轴向窜动的检验(7)横向刀架移动对主轴轴线垂直度的检验第二节机床的试车和验收5M10.TIF第二节机床的试车和验收2.铣床的精度检验(1)工作台面平面度的检验工作台面的平面度是检验测量基准工作台面的精度,工作台面的平面度若超过允差,会影响夹具或工作底面的安装精度,从而影响加工面的平面度,以及对基准面的平行度或垂直度。第二节机床的试车和验收图5-11横向刀架移动对主轴轴线垂直度的检验第二节机床的试车和验收图5-12检验工作台面的平面度第二节机床的试车和验收(2)工作台纵向移动对工作台面平行度的检验工作台行程在任意300mm测量长度上,纵、横方向平行度允差均为0.025mm,最大允差值为0.05mm。(3)工作台纵向移动对横向垂直度的检验在300mm测量长度上其允差为0.02mm。第二节机床的试车和验收5M13.TIF第二节机床的试车和验收图5-14检验工作台纵向移动对横向的垂直度第二节机床的试车和验收5M15.TIF(4)主轴轴向窜动的检验其允差为0.01mm。第二节机床的试车和验收(5)主轴锥孔中心线径向圆跳动的检验如图5-16所示,其允差:a处为0.01mm,b处为0.02mm。(6)主轴旋转轴线对工作台面平行度的检验在300mm测量长度上其允差为0.03mm,并只许检验棒伸出端向下倾斜。第二节机床的试车和验收5M16.TIF第二节机床的试车和验收5M17.TIF(7)刀杆支架孔对主轴旋转轴线重合度的检验其允差为0.03mm,刀杆支架孔轴线只准低于主轴旋转轴线。第二节机床的试车和验收5M18.TIF五、工作精度试验第二节机床的试车和验收1.车床工作精度的检验(1)精车外圆试验目的是检验车床在正常工作温度下,主轴轴线与床鞍移动方向是否平行,主轴的旋转精度是否合格。(2)精车端面试验应在精车外圆合格后进行。(3)精车螺纹试验目的是检查车床上加工螺纹传动系统的准确性。2.铣床工作精度的检验(1)表面粗糙度检验用表面粗糙度样规对照检验表面粗糙度,要求不低于Ra1.6μm。第二节机床的试车和验收(2)平面度检验图5-19a所示的C面和图5-19b所示的S面(均用端铣)的平面度误差不大于0.02mm。(3)平行度检验S面对基准面的平行度误差不大于0.03mm。(4)垂直度检验S、C、D三面相互间的垂直度,在测量长度为100mm时,允差为0.02mm;在长度为150mm时,允差为0.025mm;在长度为250mm时,允差为0.03mm。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 xh1965
xh1965
本文标题:1_第五章机床的安装调试和精度检测
链接地址:https://www.777doc.com/doc-3024946 .html