您好,欢迎访问三七文档
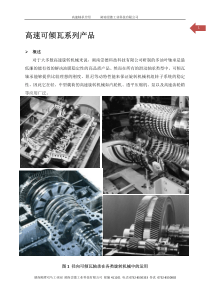
1OGS生产工艺流程图(Total)清洗CCLN耐高温膜贴附TF网印目检FPC压着FOG撕除FPC背胶电检MT(撕膜)目检VI4防爆膜贴附站ASF加压脱泡ACLV防潮液涂布TWD目检VI5出货保护膜贴附PFPCB组装PCBa电检出货检OQC包装PACK入库STOG清洗TCLN撕膜TDPF电检ST2CNC保护膜CPFCNC研磨CNC撕膜CDPF湿式加工G6說明:后面會對OCG作業流程作詳細的說明。2湿式加工ProcessDescription规格(单位:mm)±公差G6C/L玻璃外型尺寸A279.20±0.4B173.50±0.4C14.90±0.2D14.90±0.2E10.84±0.2F10.84±0.2G13.21±0.2H13.21±0.2I10.84±0.2J10.84±0.2将G6代玻璃切割为G4.5代玻璃。湿试加工后产品规格:G6玻璃清洗抗酸膜贴附镭射蚀刻3项目制程参数机台总气压60±5kg/cm2上轮扭力45±5%下轮扭力45±5%检知前速度83.4±10mm/s压轮前速度30±10mm/s膜料剩余量是否OK目视状况是否OK压轮前位置255±5mm留边长度10±5mm板材长度1850±5mm贴膜机速度15±5mm/s膜料平整度是否OK目视状况是否OK上下压轮洁净度是否OK目视状况是否OK贴膜设备防止蚀刻对玻璃造成伤害★抗酸膜贴附:湿式加工41.按手动-停止按钮切换到手动模式,然后再按手动按钮进入手动操作画面2.进入手动操作画面3.按入料输送“FWD”,使产片向前移动4.产品移动到贴膜前,以膜料为准调整位置,使前边与膜料平行且在膜料中间或处于可覆膜区域5.按全线输送“FWD”进行贴覆,贴膜过程中注意不要停止,直到一片产品贴完6.注意让其他操作人员在出料端观察产品是否已经全部覆膜完成7.按下压膜下降,在按下裁刀右移进行裁膜8.切膜完成后,按切膜右移中再按切膜下降中9.按出料输送“FWD”,把覆好膜的产品送到出料端湿式加工★抗酸膜贴附作業流程5项目参数范围镭射距玻璃表面高度388~392mm镭射机功率54~60MW镭射周期25~35t/s镭射走行速度2000~6000mm/min镭射频率1000~3000Hz镭射能力比9%~12%镭射出光类型A/B气浮平台CDA50~70Mpa气浮平台真空20~40Kpa激光设备将耐酸膜全面贴附后G6大板按产品尺寸要求,镭雕mark线。湿式加工★镭射61.开机后在主画面中点选“In/Output”,进入雷射开关界面2.如图为雷射开关界面,点选“DOORINTDIS”开启雷射电极后回到主画面7.在主界面中“ARRAY”进行雷射阵列设定,将NX,NY改为所需阵列数后,按“ARRPSET0”设定阵列原点8.退回至主界面,点击“START”即可开始雷射3.在电脑中打开ZWCAD输入“CNC”后点击“FileDownload”,进入文档选择雷射之程序,点击开启下载该程序4.在主画面中选择“HomeSet”进入机械设定界面,点选“ZD”使雷射头下降至预设高度5.回到主画面中选择“CCD”进入设定界面,点选“CCDHome”使雷射头移动至预设的原点6.在上图设定界面中选择“CCDMAIN”进入主界面,按“JOG”控制雷射头移动,将面板上的十字线中心与Mark中心对齐,按“ccdPSET0”将该点设定为原点湿式加工★镭射作業流程:7项目制程参数项目制程参数蚀刻1/2HF浓度22.5±0.5%蚀刻1上喷压力0.6±0.1kg/cm2HF温度37±0.5°C下喷压力0.6±0.1kg/cm2蚀刻3/4HF浓度21.5±0.5%蚀刻2上喷压力0.6±0.1kg/cm2HF温度37±0.5°C下喷压力0.6±0.1kg/cm2蚀刻5HF温度37±0.5°C蚀刻3上喷压力0.6±0.1kg/cm2转动速度蚀刻10.4~0.55m/min下喷压力0.6±0.1kg/cm2蚀刻20.4~0.55m/min蚀刻4上喷压力0.4±0.1kg/cm2蚀刻30.4~0.55m/min下喷压力0.4±0.1kg/cm2蚀刻40.4~0.55m/min蚀刻5液刀流量(前)160±20L/min蚀刻50.4~0.55m/min液刀流量(后)170±20L/min蚀刻设备使用HF(氢氟酸)通过设备腐蚀前已经镭雕在表面的通道,将G6板材按尺寸要求腐蚀成型,成型后为单pcssensor。湿式加工★蚀刻8撕膜将蚀刻后抗酸膜撕除。注意事项:1.撕膜时玻璃下边缘贴近作业区桌面,保持玻璃的稳定;2.撕抗酸膜时,产品正下方需有粘尘纸;1.打开静电棒电源2.右手拿住产品短边中间,左手从右上角将抗酸膜掀起约2cm的角并折叠3.左右翻转180∘,右手拿住产品短边中间,左手从右上角将抗酸膜撕到约剩余10cm-15cm,如图所示4.右手拿住产品有膜处将产品左右翻转180∘,然后将另一面膜撕到与第一面相同位置7.带静电手环,双手抓取产品边缘两侧取片,取片方向由左到右5.右手捏住产品边边缘油墨区,左手拉住两面膜向下撕掉。然后检查产品有无破片、侧蚀、BM剥落等不良现象6.将撕完膜的产品放入另一个Tray盘,由左到右放置9清洗清洗机台清洗蚀刻后玻璃表面脏污&杂质&异物。清洗机自动放片系统项目名制程参数项目名制程参数传送速度1±0.5mm/min卡匣是否满足产品需求目视检查是否OK水槽1温度48±8°C机台CDA气压0.5±0.05Mpa水槽2温度40±5°C真空状况(-)80±15Kpa水槽3温度30±5°CRobot工作状态是否良好目视检查是否OK一般水洗上喷1.0~1.4kg/cm2警示灯是否正常目视检查是否OK一般水洗下喷0.6~1.0kg/cm2机台各部件是否正常目视检查是否OK中压水洗1上喷1.2~1.6kg/cm2中压水洗1下喷0.8~1.2kg/cm2磨刷水洗1上喷1.0~1.4kg/cm2磨刷水洗1下喷0.6~1.0kg/cm2磨刷水洗2上喷1.0~1.4kg/cm2磨刷水洗2下喷0.6~1.0kg/cm2加压水洗1上喷1.2~1.6kg/cm2加压水洗1下喷0.8~1.2kg/cm2加压水洗2上喷1.2~1.6kg/cm2加压水洗2下喷0.8~1.2kg/cm2中压水洗2上喷1.2~1.6kg/cm2中压水洗2下喷0.8~1.2kg/cm2DI水洗上喷1.2~1.6kg/cm2DI水洗下喷0.8~1.2kg/cm2CDA16~7kg/cm2CDA26~7kg/cm2DI水洗水阻值计3.5~4.5MΩ.cm10制程名:CNC保护膜贴附制程类别:装置设定条件管理表使用装置:12’’半自动片式贴膜机管理对象管理项目项目名设定值/点检值单位CPF机台总气压5~6Kg/cm2压膜轮气压250~330Kpa贴附速度10~50mm/s膜料吸附真空(-)5~(-)70Kpa玻璃吸附真空(-)60~(-)100Kpa防止CNC研磨对产品造成伤害。WingCNC保护膜尺寸比成品0.8mm(单边)。贴附规格WingCNC保护膜尺寸比Etching1.5mm(单边)。CNC保护膜贴附111.长按HOME完成初始化后长按START启动机台2.按下启动开关按钮,开始作业3.取片时使用吸球吸在产品中心,将产品从Tray盘取出4.使用吸球取出产品,进行外观检查,是否有不良5.产品端子朝后放置在左载台,靠后、左定位PIN,按下玻璃吸附真空按钮6.将取出的膜料进行外观检查,查看是否有外观不良7.保护膜放在右载台上,靠后、右定位PIN,后固定膜料中心处,同时按下按钮8.拿取引拔粘在保护左上角,沿膜料对角线撕下离心膜9.待产品放好及膜料撕下后,按下启动开关按钮10.贴合完成后,吸球取出产品,对产品进行自检,是否有不良11.使用吸球将贴合完成的良品放置于右边Tray盘中,金属面朝上CNC保护膜贴附作業流程CNC保护膜贴附12CNC保护膜贴附注意事项:1.作业前需清洁作业平台,打开离子风扇,佩戴静电环,佩戴手指套,手指套每只手除小拇指可以不戴外其他指头均需戴,手指套需一小时更换1次;2.贴合完成后需对产品表面进行自检是否有气泡、偏移及异物等,若有以上不良需进行重工作业;3.产品、膜料检验规范请参照产品制造作业指导书;4.产品上线前作业员需对产品的外观进行自检,若有不良应将不良品放置到“不良品放置区”,注意不要将良品与不良品放入同一个Tray盘中;5.作业时,首先贴附金属面,再贴附Touch面;6.机台在动作过程中,手不可伸进机台内部,若有异常现象发生需按紧急停止按钮,并通知工程师处理;7.压膜滚轮、载台、吸球清洁频率为每个Runcard一次,对压膜滚轮的清洁采用无尘布蘸酒精擦拭;载台清洁用无尘布蘸酒精擦拭;吸球清洁用干无尘布擦拭;8.执行完始业点检表后,再进行首件制作及检查;13CNC研磨来料放置产品导入机械手取样研磨粉尘处理研磨完取出产品退出产品放置制程名:CNC磨边钻孔制程CNC冲洗液纯水水箱蓝线位置--------真空压力-80-85~-75psi粗磨厚度0.70.55~0.7mm研磨转速10080~120%进给量10080~120%磨轮粒度800--------将湿式加工后玻璃边缘裂痕研磨平整。作业步骤:ProcessDescription规格(mm)公差(mm)CNCC/L玻璃外型尺寸(说明:正面为金属面)A278.20±0.1B172.50±0.1C14.40±0.1D14.40±0.1E10.34±0.1F10.34±0.1G12.71±0.1H12.71±0.1I10.34±0.1J10.34±0.1J-正0.15±0.1K-反0.15±0.1L-正0.15±0.1M-反0.15±0.1N-正0.15±0.1O-反0.15±0.1P-正0.15±0.1Q-反0.15±0.1CNC机台14撕膜将CNC研磨后保护膜撕除。注意事项:1.撕膜时玻璃下边缘贴近作业区桌面,保持玻璃的稳定;2.附引拔第1个角未撕除成功,转换第2个角;3.若2个角都未成功,需更换引拔,并从第1个角开始撕膜;1.打开静电棒电源2.在玻璃上边缘左侧角的位置贴引拔,用指腹推压并把膜掀起约2cm并折叠3.将产品上下翻转180∘,在玻璃上边缘左侧角的位置贴引拔,用指腹推压并把膜掀起约2cm并折叠4.将产品顺时针翻转90∘,右手拿住产品短边中间,左手从右上角将抗酸膜撕到约剩余10cm-15cm7.带静电手环,双手抓取产品边缘两侧取片,取片方向由左到右5.右手捏住产品边边缘油墨区,左手拉住两面膜向下撕掉。然后检查产品有无破片、侧蚀、BM剥落等不良现象6.将撕完膜的产品放入另一个Tray盘,由左到右放置15耐高温膜贴附制程名:耐高温保护膜贴附制程类别:装置设定条件管理表使用装置:12‘’半自动片式贴膜机管理对象管理项目项目名设点值/点检值单位TF机台总气压5~6Kg/cm2压膜轮气压250~330Kpa贴附速度10~50mm/s膜料吸附真空(-)5~(-)70Kpa玻璃吸附真空(-)60~(-)100Kpa量测点(仅限Sensor面)ABCD标准值1111规格值±0.5±0.5±0.5±0.5防止网印对样品造成伤害。贴附规格:注意事项:1.Touch面不超过产品OD尺寸即可,Sensor面AA区内缩1mm±0.5mm16网印管理对象管理项目单元项目名设定值/点检值范围单位PrintInk油墨比2088C(主剂):CARE-73(硬化剂),T-980(稀释剂)10:0.3:(2~3)网板板距2.52~4mm刮刀硬度8070~80角度1010~30°刮刀速度135135~200mm/sec下刀深度00~3mm回墨刀回墨刀速度135135~200mm/sec角度00°Bake隧道炉温度12080~120°C速度1m/min/m/minProcessDescription客户规格LEH穿透率550nm10%±5%ProcessDescription规格LEHLEH外观1.颜色均匀无色差2.无针孔及异物对样品进行LEDhold印刷。网印规格:17检验项目检验标准结果备注Dust/Particle脏污/异物/
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 huyao002
huyao002
本文标题:OGS 生产流程
链接地址:https://www.777doc.com/doc-3825289 .html