您好,欢迎访问三七文档
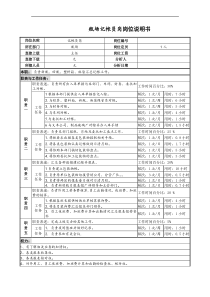
毕业设计机械加工工艺规程姓名:张若男班级:B11132学号:20114013206指导教师:郑广花日期:2015年06月02日设计任务书:一、设计题目:磁测量段零件机械加工工艺规程设计和专用工装设计二、原始资料1.零件图:名称:磁测量段图号:A42.题目类型:应用设计3.生产批量:中批量生产。4.工作环境:机械加工车间5.技术要点:加工尽量采用先进的技术手段,工艺工装的设计方案能保证零件的加工精度,加工效率高,加工成本低,专业夹具结构简单、合理,操作方便。三、设计内容1.编制工艺:工艺规程文件一套2.设计:不同工种两套专用夹具装配图3.设计:专用夹具所涉及的非标零件图四、编写说明书五、完成日期2015年06月15日北华航天工业学院B11132班机械加工工艺流程第1页工序卡片编制张若男总页数共2页草图卡片指导郑广花工艺装备明细表审核工件材料毛坯零件图号名称数量牌号标准代号种类尺寸磁测量段产品备件总计LY12-CZGB/3191-98型材长171.5mm、Ф32mm工序号工序名称工序号工序名称工序号工序名称1下料11时效处理2粗车外圆至Ф25.6mm,车端面12精铣长28mm的平面、旋转180°精铣平面3工件调头,粗车外圆至Ф25.6mm,车端面至长度169.5mm13半精铣长24mm的槽4精车左端面,打A型中心孔14半精铣长55mm的槽5工件调头,精车右端面至长度169mm,打A型中心孔15钻Ф10三底孔、绞Ф10孔、锪平6精车外圆至Ф25.4mm16钻右端面Ф8底孔7左端面,钻Ф3两底孔、钻Ф3.5底孔、钻M5底孔,加工螺纹,粗绞Ф3两孔、粗铰Ф3.5的孔17加工退刀槽18时效处理8粗铣长28mm的平面、旋转180°粗铣平面19精铣长24mm的槽9粗铣长24mm的槽20精铣长55mm的槽10粗铣长55mm的槽21钻Ф3.2三底孔、绞Ф3.2孔北华航天工业学院B11132班机械加工工艺流程第2页工序卡片编制张若男总页数共2页草图卡片指导郑广花工艺装备明细表审核工件材料毛坯零件图号名称数量牌号标准代号种类尺寸磁测量段产品备件总计LY12-CZGB/3191-98型材长171.5mm、Ф32mm工序号工序名称工序号工序名称工序号工序名称22粗铣右端面十字槽,宽4mm深至2.8mm23精铣右端面十字槽,宽4mm深至3mm24钻Ф3.2两孔、钻Ф1.5两底孔、钻Ф3两底孔、粗铰Ф3.2、Ф1.5、Ф3的孔25精铰Ф3的两孔26粗镗Ф8的孔27精镗Ф8的孔28倒8-R3圆角29去毛刺、终检北华航天工业学院B11132班工艺装备明细表第1页工件或部件编制张若男共2页零件图号名称指导郑广花磁测量段审核序号工序号专用工艺装备名称鉴定类别使用量专用工艺装备图号工作地设备刀具量具夹具模具装配夹具名称规格18铣床夹具铣床X613229铣床夹具铣床X6132310铣床夹具铣床X6132412铣床夹具铣床X6132513铣床夹具铣床X6132614铣床夹具铣床X6132715钻床夹具、Ф9.8钻头、直柄机用铰刀、柱形锪钻钻床Z516816钻床夹具、Ф7.8钻头钻床Z516917车床夹具车床CA61401019铣床夹具铣床X6132北华航天工业学院B11132班工艺装备明细表第2页工件或部件编制张若男共2页零件图号名称指导郑广花磁测量段审核序号工序号专用工艺装备名称鉴定类别使用量专用工艺装备图号工作地设备刀具量具夹具模具装配夹具名称规格1120铣床夹具铣床X61321221铣床夹具、Ф3.1钻头、机用铰刀钻床Z5161322铣床夹具铣床X61321423铣床夹具铣床X61321524钻床夹具、Ф3.1,Ф1.4,Ф2.8钻头、直柄机用铰刀钻床Z5161625钻床夹具、机用铰刀钻床Z5161726镗床夹具、浮动镗刀镗床T71X1827镗床夹具、浮动镗刀镗床T71X1928铣床夹具、圆角铣刀铣床X61321北华航天工业学院机械加工工序卡片本工序号零件图号名称编制张若男第1页2磁测量段指导郑广花共26页审核设备名称CA6140车床材料牌号LY12-CZ冷却液夹具名称代号三爪卡盘工步号工步内容工具走刀次数走刀长度切削深度进给量切削速度主轴转速量具名称规格1粗车外圆至Ф25.6mm三爪卡盘、45°外圆车刀、游标卡尺8120mm3.2mm0.40mm/r90.43m/min900r/min2车端面三爪卡盘、端面车刀、游标卡尺232mm1.2mm0.70mm/r99m/min1136r/min2北华航天工业学院机械加工工序卡片本工序号零件图号名称编制张若男第2页3磁测量段指导郑广花共26页审核设备名称CA6140车床材料牌号LY12-CZ冷却液夹具名称代号三爪卡盘工步号工步内容工具走刀次数走刀长度切削深度进给量切削速度主轴转数量具名称规格1调头,粗车外圆至Ф25.6mm三爪卡盘、45°外圆车刀、游标卡尺8120mm3.2mm0.40mm/r90.43m/min900r/min2车端面至长度169.1mm三爪卡盘、端面车刀、游标卡尺232mm1.2mm0.70mm/r99m/min1136r/min3北华航天工业学院机械加工工序卡片本工序号零件图号名称编制张若男第3页4磁测量段指导郑广花共26页审核设备名称CA6140车床材料牌号LY12-CZ冷却液夹具名称代号三爪卡盘工步号工步内容工具走刀次数走刀长度切削深度进给量切削速度主轴转数量具名称规格1精车端面,打A型中心孔三爪卡盘、中心钻、游标卡尺225.6mm0.05mm0.03mm/r122m/min1136r/min1.64北华航天工业学院机械加工工序卡片本工序号零件图号名称编制张若男第4页5磁测量段指导郑广花共26页审核设备名称CA6140车床材料牌号LY12-CZ冷却液夹具名称代号三爪卡盘工步号工步内容工具走刀次数走刀长度切削深度进给量切削速度主轴转数量具名称规格1调头,精车端面至长0160.0-169mm,打A型中心孔三爪卡盘、中心钻、游标卡尺225.6mm0.05mm0.03mm/r122m/min1136r/min1.65北华航天工业学院机械加工工序卡片本工序号零件图号名称编制张若男第5页6磁测量段指导郑广花共26页审核设备名称CA6140车床材料牌号LY12-CZ冷却液夹具名称代号顶尖工步号工步内容工具走刀次数走刀长度切削深度进给量切削速度主轴转数量具名称规格1精车外圆至Ф25.40200.0-0410.0-mm顶尖、游标卡尺4169mm0.2mm0.05mm/r132m/min1500r/min1.66北华航天工业学院机械加工工序卡片本工序号零件图号名称编制张若男第6页7磁测量段指导郑广花共26页审核设备名称Z516钻床材料牌号LY12-CZ冷却液夹具名称代号立式气动四爪卡盘工步号工步内容工具走刀次数走刀长度切削深度进给量切削速度主轴转数(r/min)量具名称规格1左端面,钻Ф3两底孔四爪卡盘、Ф2.8钻头、游标卡尺17mm7mm1.2mm/r19.54m/min256.72钻Ф3.5底孔四爪卡盘、Ф3.4钻头、游标卡尺17mm7mm1.2mm/r19.54m/min256.73钻M5底孔,加工螺纹四爪卡盘、Ф4.3钻头、丝锥、游标卡尺17mm7mm1.0mm/r18.88m/min2504粗绞Ф3两孔四爪卡盘、直柄机用铰刀、游标卡尺17mm7mm1.2mm/r20.1m/min2605粗铰Ф3.5的孔四爪卡盘、直柄机用铰刀、游标卡尺17mm7mm1.2mm/r20.1m/min2607北华航天工业学院机械加工工序卡片本工序号零件图号名称编制张若男第7页8磁测量段指导郑广花共26页审核设备名称X6132铣床材料牌号LY12-CZ冷却液夹具名称代号铣床专用夹具工步号工步内容工具走刀次数走刀长度切削深度进给量切削速度m/min主轴转数量具名称规格1粗铣长28mm的平面铣床夹具、面铣刀、游标卡尺1528mm5.7mm0.40mm/r77.9310r/min2旋转180°粗铣平面铣床夹具、面铣刀、游标卡尺1528mm5.7mm0.40mm/r77.9310r/min8北华航天工业学院机械加工工序卡片本工序号零件图号名称编制张若男第8页9磁测量段指导郑广花共26页审核设备名称X6132铣床材料牌号LY12-CZ冷却液夹具名称代号铣床专用夹具工步号工步内容工具走刀次数走刀长度切削深度进给量切削速度主轴转数(r/min)量具名称规格1粗铣长24mm的槽铣床夹具、立铣刀、游标卡尺24mm16mm0.20mm/r9.38m/min38.649北华航天工业学院机械加工工序卡片本工序号零件图号名称编制张若男第9页10磁测量段指导郑广花共26页审核设备名称X6132铣床材料牌号LY12-CZ冷却液夹具名称代号铣床专用夹具工步号工步内容工具走刀次数走刀长度切削深度进给量切削速度主轴转数(r/min)量具名称规格1粗铣长55mm的槽铣床夹具、立铣刀、游标卡尺55mm16mm0.20mm/r9.3838.6410北华航天工业学院机械加工工序卡片本工序号零件图号名称编制张若男第10页12磁测量段指导郑广花共26页审核设备名称X6132铣床材料牌号LY12-CZ冷却液夹具名称代号铣床专用夹具工步号工步内容工具走刀次数走刀长度切削深度进给量切削速度主轴转数量具名称规格1精铣长28mm的平面铣床夹具、面铣刀、游标卡尺28mm1.0mm0.20mm/r80.5320r/min2旋转180°精铣平面铣床夹具、面铣刀、游标卡尺28mm1.0mm0.20mm/r80.5310r/min11北华航天工业学院机械加工工序卡片本工序号零件图号名称编制张若男第11页13磁测量段指导郑广花共26页审核设备名称X6132铣床材料牌号LY12-CZ冷却液夹具名称代号铣床专用夹具工步号工步内容工具走刀次数走刀长度切削深度进给量切削速度主轴转数量具名称规格1半精铣长24mm的槽铣床夹具、立铣刀、游标卡尺24mm0.8mm0.20mm/r11.75m/min37.5r/min12北华航天工业学院机械加工工序卡片本工序号零件图号名称编制张若男第12页14磁测量段指导郑广花共26页审核设备名称X6132铣床材料牌号LY12-CZ冷却液夹具名称代号铣床专用夹具工步号工步内容工具走刀次数走刀长度切削深度进给量切削速度主轴转数量具名称规格1半精铣长55mm的槽铣床夹具、立铣刀、游标卡尺55mm0.8mm0.20mm/r11.75m/min37.5r/min13北华航天工业学院机械加工工序卡片本工序号零件图号名称编制张若男第13页15磁测量段指导郑广花共26页审核设备名称Z516钻床材料牌号LY12-CZ冷却液夹具名称代号钻床专用夹具工步号工步内容工具走刀次数走刀长度切削深度进给量切削速度主轴转数量具名称规格1钻Ф10三底孔铣床夹具、Ф9.8钻头、游标卡尺16mm6mm0.47mm/r26.353302绞Ф10孔、锪平铣床夹具、直柄机用铰刀、柱形锪钻、游标卡尺16mm6mm0.47mm/r26.3533014北华航天工业学院机械加工工序卡片本工序号零件图号名称编制张若男第14页16磁测量段指导郑广花共26页审核设备名称Z516钻床材料牌号LY12-CZ冷却液夹具名称代号钻床专用夹具工步号工步内容工具走刀次数走刀长度切削深度进给量切削速度主轴转数量具名称规格1钻Ф8底孔钻床夹具、Ф7.8钻头、游标卡尺179mm79mm0.52mm/r56.34mm/min330r/min15北华航天工业学院机械加工工序卡片本工序号零件图号名称编制张若男第15页17磁测量段指导郑广花共26页审核设备名称CA6140车床材料牌号LY12-CZ冷却液夹具名称代号车床夹具工步号工步内容工具走刀次数走刀长度切削深度进给量切削速度主轴转数量具名称规格1加工退刀槽车床夹具、外圆车刀、游标卡尺2mm0.38mm/r95.707m/min1200r/min16北华航天工业学院机械加工工序卡片本工序号零件图号名称编制张若男第16页19磁测量段指导郑广花共26页审核设备名称X6132铣床材料牌号LY12-
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 lygsgls
lygsgls
本文标题:毕业设计工艺卡片
链接地址:https://www.777doc.com/doc-6443889 .html