您好,欢迎访问三七文档
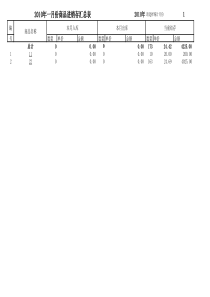
熟化的预发珠粒通过蒸汽进行加热,约20~60s的时间内,空气来不及逸出,受热膨胀后产生压力,此时聚合物软化,发泡剂汽化后产生的压力和泡孔内空气产生的压力之和大于外界蒸汽压力,珠粒又再度膨胀,并胀满珠粒间隙而结成整块,形成与模腔形状相同的泡沫塑料制品,冷却后便可使其定型。制品成型后还需进行干燥切割等后处理。EPS制品基本成型工艺:预热、合模、加料、加热、冷却、脱模。蒸汽蒸汽空气冷却水冷凝物排泄阀冷凝物排泄阀冷却水空气气塞动模定模预发后的粒子成型工艺原理图1,预热预热温度一般在100℃左右。预热时间取决于模腔内金属量和最终产品的要求,金属量越多,预热时间越长。同样地,模壁厚度、模内面积或模型件数的任一项增加,预热时间也必须相应的延长。一般地说,只有当珠粒熔融和产品表面外观质量都能保证时,预热才能达到理想的效果。在此情况下,为改善表面外观而采取的预热时间延长措施,可能导致表面过早封固,结果外观虽然不错,但内部的熔合却不十分良好,为了避免这种缺陷的发生,可以对初始产品进行检查,一直到外观和内部质量满意为止。2,合模1)、开模:模具打开,排空阀、排泄阀均打开。顶杆从推出位置缩回原状,停顿若干秒。开模排泄阀空气阀2)、合模:一般合模过程有个从快速到慢速的变化,以防止模具的撞击。这种合模速度的转换,通常是靠行程开关控制油路的转换来实现3、充模1)、加料加料有间歇式加料、无间歇式加料等方式。若采用真空加料,则可直接使用无间歇加料,不过此时排气阀和排泄阀需关闭,真空阀打开。空气汽罐阀真空泵真空加料2)、回料模腔内被充满料后,压缩空气只得经过加料管、料斗吹出。这样,将料管内所剩的料吹回料斗,以免加热时,将料管内的余料粘接堵塞。3)、关料枪将料枪关闭并锁住,停止送料供气。空气空气关料枪回料4、加热要获得均匀而充分熔合的制品,必须有均匀的加热才行,对于壁厚不大于2.4cm的制件,可以使用传导加热法。但壁厚超过此限度后,用传导加热法的结果,可能使制件表面在内部未完全熔合之前过早地封固。金属模,背后设有气室,而在模型壁上开有小孔或装有气塞,以便让蒸汽从气室进入模型内,模内压力为0.08~0.15Mpa。当模腔内EPS珠粒完全熔融时,蒸汽加压达到最高值。随后,停止进蒸汽并开始排气而压力降低。当出现不完全熔化(制品的材料疏松、破裂及珠粒脱模等)时可以通过提高压力设定值的方法加以修正。但设定值过高,反而会出现表面过热而过度收缩等缺陷。加热时,可有如下加热方式:1)、一侧加热蒸汽从模具的一侧进入,经过产品后从另一侧排出。该过程可以通过设定时间和压力来控制。随后产品加热(穿透),产品的粘接程度提高,故蒸汽的穿透减弱,蒸汽压力提高。所以,用蒸汽压力来控制,该侧的蒸汽压力提高到0.03左右即可。如果采用抽真空的方法排气,则加热的效果就更佳,并可缩短时间。压力传感器排泄阀蒸汽阀预热一侧加热两面加热穿透加热2)、两侧同时加热此时,模腔的两个方向(两侧)同时通蒸汽加热。为了保证EPS产品的质量,必须对蒸汽压力进行控制,一般是0.05~0.11Mpa。然后,让蒸汽压力保持一定的时间。3)、穿透加热另一种加热方式为两侧分别加热,在一侧加热的基础上,从另一侧再进蒸汽,对面的排汽阀打开,以保证另一侧产品表面粘结良好。显然,究竟哪一侧先加热,要根据产品的情况而定。一般地说,较难加热的一侧,应先加热。该过程一般先顶适当的蒸汽压,再定适当的时间。5、冷却常用的冷却方法有水冷与真空冷却。通过水冷却,可使产品表面光滑,增加产品的强度。真空冷却时间一般较短。冷却的时间应根据不同的模具经实验来确定,时间太短,制品的表面会出现珠粒凸起的现象,有时厚壁制品甚至可能裂开;时间太长,延长了周期,降低了工效。熔融后成品以及气室金属壁和气室内温度大致在105~110℃之间(实际温度依熔融蒸汽压力而异)。在此温度范围内,各珠粒泡孔内的空气和碳氢化合物将具有0.12~0.2Mpa的压力,为了抵住模型壁所受的此压力,一般使用液压缸或气缸来维持模具闭合,如万一模具在熔融成品适度冷却以前龟裂,使用液压缸等来维持模具闭合,它就有充分的刚度去抵抗由汽化碳氢化合物形成的内压,而不至于发生变形。在真空成型中,由于真空的作用,使模具内的残水、产品内部和表面的水分都蒸发成蒸汽而排出机外,从而使产品冷却并使其含水率降低。一般正常的真空冷却步骤可分成三步:1、真空泵接通,真空罐阀门关闭,先由真空泵抽掉模具中的水汽。2、真空罐阀门打开,模具负压迅速增加。3、真空罐阀门关闭,真空泵继续工作。直至产品的膨胀力减小到某值,如小于0.02Mpa,真空泵阀门关闭,真空冷却结束。整个真空冷却过程也可用时间进行设定。表面压力传感器真空罐阀真空泵真空冷却6、脱模用压缩空气将产品吹向固定模一侧,以保证产品能顺利脱模。开模一段行程后,用压缩空气帮助脱模,随后采用机械顶杆将产品将产品顶出模具。制件取出后,如发现有粘模现象,应在下一周期开始之前,将模具加热,在腔壁上涂刷脱模剂(硅油、甘油等)。但脱模剂不宜刷太多,以免影响涂料的附着性能。制品出模后合模,开始下一个制品成型过程。整个成型过程会遇到许多问题,分析解决方法见下表。EPS制品加工成型问题分析现象原因分析改善措施结合性不良加热时间不足延长加热时间蒸汽过热,压力过高把过热蒸汽换为饱和蒸汽,降低蒸汽压力泡粒熟化时间太长缩短熟化时间在12小时内泡粒水分太高吹风晾干或热风吹干,适当延长熟化时间蒸汽压力太低适当调高蒸汽压力涂层剂太多更换原料模具蒸汽孔太少增加模具蒸汽孔模具蒸汽孔堵塞疏通模具蒸汽孔模具长久使用未清理模具蒸汽室是否积垢,清理模具模具密封不够,漏气模具密封面更换密封条合模间距太大选适当原料,压低合模空间脱模不良加热太久,粘模缩短加热时间温度太高降低蒸汽压力冷却不够增加冷却水量,延长冷却时间模具脱模斜度不足增加脱模斜度型芯,膜表面粗糙提高型芯,腔表面光洁度,如有条件可进行涂铁氟层顶杆布置不当顶杆布置合理,用力平衡模具蒸汽孔受损,粘模更换蒸汽孔空气压力不足检查压缩空气压力,并调整成型品膨胀或变形熟化时间太长/不足缩短熟化时间/延长熟化时间预发泡粒方法不当多次发泡之间间隔,应为4小时左右蒸汽加热压力太高降低加热蒸汽压力泡粒密度太低增加泡粒密度成型品表面收缩加热太快,温度太高,烧伤降低蒸汽压力,缩短加热时间冷却太快,水伤提高冷却水水温,减少冷却水量;延长冷却时间;尽量以真空冷却为主,水冷为副进料不足或不均检查料枪是否受堵;提高进料压力,延长进料时间,增加模具合模间隙,该用较小粒度原料锁模力不够,模具密封面加热后突然泄露调整模腔压力低于锁模力泡粒熟化时间不足延长熟化时间发泡倍率太长调整发泡倍率制品收缩模具间距太大或紧密度不够调整间距,检查模具粒度不匀使用粒度均匀的原粒模具安装不当调整模具成型品边缘有飞边不同规格料混用尽量使用同规格原料预发泡倍率不均调整发泡条件,使倍率稳定粒度不均使用粒度均匀的原料成型品重量不均蒸汽压力太高,加热速度太快降低蒸汽压力,延长加热时间发泡倍率太低,原料是旧料提高发泡倍率,改用新鲜料表面结合性良好但内部不佳原料涂膜剂加入量偏多减少涂模剂的加入量烘干时产品膨胀产品排列不适当合理排放产品产品上水分仍留在烘房缺少对流式抽风系统和回流气去水汽装置采用对流式抽风系统和回流空气去水汽装置
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
![ORACLE数据库操作手册2[1]0](/doc-12460.png)


 yeguang89
yeguang89
本文标题:EPS制品成型工艺
链接地址:https://www.777doc.com/doc-7407734 .html