您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 国内外标准规范 > JBT 8824.6-1998统一螺纹搓丝板
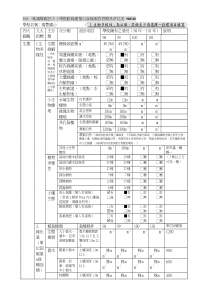
ICS25.100.50J41JB/T8824.6-1998统一螺纹搓丝板Threadrollingflatdiesforunifiedthreads1998-12-29发布1999-07-01实施国家机械工业局发布前言本标准于1998年12月29日首次发布。本标准由全国刀具标准化技术委员会提出并归口。本标准主要起草单位:上海标准件工具厂、上海刃具厂。JB/T8824.6-199811范围本标准规定了统一螺纹搓丝板(以下简称搓丝板)的型式尺寸、技术要求、标志和包装等的基本要求。本标准适用于加工统一螺纹(ANSIB1.1—82)的搓丝板,搓丝板分为两种精度等级:1级和2级。1级适用于加工公差等级3A级和2A级的外螺纹;2级适用于加工公差等级2A级和1A级的外螺纹。2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。ANSIB1.1—82统一制螺纹3型式和尺寸3.1搓丝板的型式按图1所示,尺寸在表1、表2和表3中给出。图1注:加工d6.350mm的螺纹的搓丝板安装角度也可制成90°。国家机械工业局1998-12-29批准中华人民共和国机械行业标准统一螺纹搓丝板ThreadrollingflatdiesforunifiedthreadsJB/T8824.6-19981999-07-01实施JB/T8824.6-19982表1mmLDLGBH(参考)适用范围15502020No.0~No.25545222220602525No.1~No.365553028No.1~No.420253070654025No.2~No.580703028No.2~No.620253040857850No.2~No.81008525No.3~No.10405012511060No.4~No.1214512555No.6~1/45060703017015080No.12~5/1655210190801/4~7/16506022020070405/16~7/16607025023080455/16~1/2JB/T8824.6-19983表1(完)mmLDLGBH(参考)适用范围70803102851051/2~3/480400375100505/8~1表2螺纹代号每25.4mm上牙数公称直径dmm螺距PmmlmmammψKrfmmβNo.1–64UNC641.8540.3979.60.254°38′0.5No.2–56UNC562.1840.45411.10.294°28′0.6No.3–48UNC482.5150.52914.10.374°32′0.7No.4–40UNC2.8454°51′No.5–40UNC403.1750.63516.80.444°16′0.8No.6–32UNC3.5054°55′No.8–32UNC324.1660.79421.40.564°02′1.045°No.10–24UNC4.8264°44′No.12–24UNC245.4861.05828.30.744°04′1.31/4–20UNC206.3501.27034.00.894°15′5/16–18UNC187.9381.41137.80.993°42′1.53/8–16UNC169.5251.58842.41.113°27′7/16–14UNC1411.1121.81448.51.273°22′2.01/2–13UNC1312.7001.95452.31.373°09′9/16–12UNC1214.2882.11764.51.693°01′2.55/8–11UNC1115.8752.30970.61.852°57′3/4–10UNC1019.0502.54077.52.032°41′3.07/8–9UNC922.2252.82286.32.262°32′1–8UNC825.4003.17597.02.542°30′1°30′3.525°注:l、a、ψ、Kr、f和β为推荐尺寸。JB/T8824.6-19984表3螺纹代号每25.4mm上牙数公称直径dmm螺距PmmlmmammψKrfmmβNo.0–80UNF801.5240.3187.60.204°31′No.1–72UNF721.8540.3538.80.234°03′0.4No.2–64UNF642.1840.3979.50.253°50′0.5No.3–56UNF562.5150.45411.10.293°48′0.6No.4–48UNF482.8450.52914.10.373°56′0.7No.5–44UNF443.1750.57715.30.403°49′0.8No.6–40UNF403.5050.63516.80.443°48′1.0No.8–36UNF364.1660.70618.70.493°31′No.10–32UNF324.8260.79421.40.563°24′No.12–28UNF5.4863°25′1/4–28UNF286.3500.90724.10.632°54′45°5/16–24UNF7.9382°41′3/8–24UNF249.5251.05828.30.742°12′1.37/16–20UNF11.1122°16′1/2–20UNF2012.7001.27034.00.891°58′9/16–18UNF14.2881°56′5/8–18UNF1815.8751.41137.80.991°44′1.53/4–16UNF1619.0501.58842.41.111°37′7/8–14UNF1422.2251.81448.51.271°35′2.01–12UNF1225.4002.11764.51.691°37′1°30′2.525°注:l、a、ψ、Kr、f和β为推荐尺寸。3.2搓丝板的螺纹牙型尺寸和偏差在图2和表4中给出,优先采用A型搓丝板。图2JB/T8824.6-19985表4mmh1h2A、B型A型B型每25.4mm上螺距偏差牙型半角偏差每25.4mm上牙数螺距P公称尺寸上偏差下偏差公称尺寸上偏差下偏差最小尺寸1级2级1级2级800.3180.0920.103-0.0070.103720.3530.1020.115-0.0080.115±60′640.3970.1150.129-0.0090.129±40′±55′560.4540.1320.148-0.0100.148480.5290.1530.172-0.0110.172440.5770.1670.188-0.0120.188±35′±50′400.6350.1840.206-0.0130.206±45′360.7060.2050.229-0.0140.229320.7940.230+0.0250.258-0.0160.258±0.015±0.020±30′±40′280.9070.2630.295+0.010-0.0170.295241.0580.3070.344-0.0150.344±25′±35′201.2700.3680.413-0.0170.413181.4110.409+0.0300.459-0.0190.459±0.020±0.030161.5880.4610.516-0.0200.516141.8140.5260.590-0.0230.590±20′±30′131.9540.567+0.0350.635+0.015-0.0250.635±0.025±0.035122.1170.6140.688-0.0260.688112.3090.670+0.0400.750-0.0290.750102.5400.7370.826-0.0310.826±15′±25′92.8220.8180.917-0.0340.91783.1750.921+0.04501.032+0.020-0.0371.032±0.030±0.040±10′±20′注:牙顶圆弧半径R的最大值为0.144P,其变化范围由h1的实际尺寸而定。3.3标记示例粗牙统一螺纹,螺纹代号为5/16–18UNC,每25.4mm上为18牙,宽度50mm,固定搓丝板的长度200mm,2级精度,螺纹牙型A:统一螺纹搓丝板A5/16–18UNC50/200–2JB/T8824.6—1998细牙统一螺纹,螺纹代号为1/2–20UNF,每25.4mm上为20牙,宽度80mm,固定搓丝板的长度230mm,1级精度,螺纹牙型A:统一螺纹搓丝板A1/2–20UNF80/230–1JB/T8824.6—1998JB/T8824.6-199864技术要求4.1尺寸4.1.1尺寸L、B的偏差为h14。一副搓丝板中固定搓丝板和活动搓丝板宽度之差应不超过0.1mm。4.1.2垂直于搓丝板支承面的平面与牙顶平面的交线,对支承面的平行度公差,宽度方向在表5中给出,长度方向在表6中给出。表5mm平行度公差被加工螺纹公称直径d搓丝板宽度B1级2级≤300.0150.025≤2.84530≤300.0200.03030~500.0252.854~5.48650≤500.0300.0405.486~11.11250≤500.03550~800.0400.05011.112~22.225800.050≤800.0400.06022.225800.0500.080表6mm平行度公差搓丝板长度L1级2级≤800.030.0480~1200.04120~1800.050.06180~2500.06250~3150.070.08315~4000.080.10注1检验搓丝板牙顶对支承面的平行度时,宽度方向两侧,第一完整牙允许不计。2检验活动搓丝板牙顶对支承面的平行度时,搓丝板长度方向两端等于固定搓丝板压入部分长度l的范围不计。JB/T8824.6-199874.1.3搓丝板支承面对装置面的垂直度公差:厚度H≤30mm为0.02mm;厚度H30mm为0.03mm。4.1.4搓丝板螺纹升角偏差,1、2级为±2′,一副搓丝板螺纹升角之差,1、2级为3′。4.2材料和硬度4.2.1搓丝板采用Cr12MoV或9SiCr合金工具钢制造。Cr12MoV的碳化物的均匀度不大于3级。4.2.2搓丝板工作部分硬度为59~62HRC,工作表面不应有脱碳。4.3外观和表面粗糙度4.3.1搓丝板表面不得有裂纹、崩牙、锈迹以及磨削烧伤等影响使用性能的缺陷。4.3.2搓丝板的表面粗糙度的上限值按下列规定:螺纹牙型表面Rz6.3μm;支承面、装置面Ra0.8μm。5标志和包装5.1搓丝板上应标志a)制造厂或销售商商标;b)被加工螺纹代号;c)搓丝板螺纹牙型;d)精度等级;e)搓丝板宽度;f)制造材料。5.2包装盒上应标志a)制造厂或销售商名称、地址和商标;b)搓丝板的标记;c)制造材料;d)制造年月。5.3包装搓丝板在包装前应经防锈处理。包装必须牢靠,并防止运输过程中的损伤。JB/T8824.6-1998中华人民共和国机械行业标准统一螺纹搓丝板JB/T8824.6-1998*机械工业部机械标准化研究所出版发行机械工业部机械标准化研究所印刷(北京首体南路2号邮编100044)*开本880×12301/16印张3/4字数16,0001999年2月第一版1999年2月第一次印刷印数1-500定价10.00元编号98-221
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 dchxtt309787749
dchxtt309787749
本文标题:JBT 8824.6-1998统一螺纹搓丝板
链接地址:https://www.777doc.com/doc-7903268 .html