您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 工业设计 > PFMEA 第四版案例格式
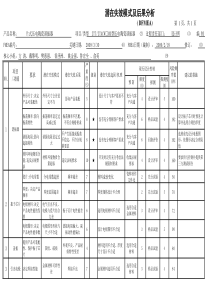
CurrentPreventiveProcessControls(预防过程控制)Occ(发生率)CurrentDetectionProcessControls(探测过程控制)ActionsTakenCompletionDate (采取措施和生效日期)Sev严重度Occ频度Det探测度RPN原材料采购原材料供应不足(客户订单突增时)有停产的危险8库存不足安全库存设定500kg2ERP系统4824无仓库人员未报检2仓库人员每月进行工作绩效考核6726无检验人员疏忽漏检2检验人员每月进行工作绩效考核6726无检验使用的仪器出现故障计量器具周期检定报警系统2按照计量器具管理要求定期进行计量检定6726无测量所使用的方法与要求不符2对照进料检验标准书6726检验人员能力不够IQC上岗培训3检验员技能培训合格后上岗4734无原材料检验外观不合格6原材料有色差、含有杂质4进料检验确认5645无原材料检验性能不合格7原材料性能不符合要求3一年一次委第三方性能抽检4734原材料检验供应商名称不在合格供应商名单内7不在合格供应商处采购采用NC系统进行合格供应商管理2NC系统4724无Processstep/Function(过程步骤/功能)PotentialFailureMode(潜在失效模式)Requirements(要求)D(探测度)RecommendedActions(建议措施)7EPSILONII项目098油桶1582801098PotentialEffect(s)ofFailure(失效的潜在后果)Project/PartNameandNumber:(项目/零件名称和零件号):GS10车型、GS8车型ModelYear(s)/Vehicle(s) (车型年度/车辆)RPN(风险优先系数)质量科/生产科KeyDate (关键日期)2008.8.15ProcessResponsibility(过程责任部门)xxxPotentialCause(s)ofFailure(失效模式的潜在要因)CurrentProcess现行过程OriginalFMEADate(FMEA原始编制日期)xxxxFMEARevisionDate(FMEA修订日期)项目部-xxxxxxxxxxxx;质量科--xxxxx;运营科--xxx;注塑科--xxxResponsibility&TargetCompletionDate(职责和目标完成日期)措施结果ActionsaftermathasPOTENTIALFAILUREMODEANDEFFECTANALYSIS(过程FMEA)S(严重度)Class(级别)7原材料准备漏检材料上线生产,影响产品质量原材料漏检1)不合格材料被判为合格,影响产品质量2)合格材料被判为不合格,退货导致延误交期检验误判客户抱怨进料检验FMEANumber(FMEA编号)xxxxPage(页码)7Telephone#(电话)xxxxPreparedby(编制)xxxNSL7205B第1页,共6页EPSILONII项目098油桶1582801098Project/PartNameandNumber:(项目/零件名称和零件号):GS10车型、GS8车型ModelYear(s)/Vehicle(s) (车型年度/车辆)质量科/生产科KeyDate (关键日期)2008.8.15ProcessResponsibility(过程责任部门)xxxOriginalFMEADate(FMEA原始编制日期)xxxxFMEARevisionDate(FMEA修订日期)项目部-xxxxxxxxxxxx;质量科--xxxxx;运营科--xxx;注塑科--xxxPOTENTIALFAILUREMODEANDEFFECTANALYSIS(过程FMEA)FMEANumber(FMEA编号)xxxxPage(页码)7Telephone#(电话)xxxxPreparedby(编制)xxxNSL7205B原材料混料影响产品质量,客户抱怨8未做标识或未按要求放置到规定区域原材料色标管理办法3张贴色标签,放到指定区域4834无原材料受潮降低产品功能,影响产品质量7原材料直接堆放在地上,未放置在木托盘上防潮2准备好木托,仓库人员每次入库时检查确认7727无原材料过质保期影响产品性能,客户抱怨7原材料存放时间过长,已过质保期2仓库人员定期进行批次检查,遵守先进先出7727无领料材料牌号:POMS2320领错料(POM其它牌号的材料)影响生产和产品功能8领料人工作责任心不强,看错或写错牌号原材料色标管理办法2对领料人员上岗前培训,每月进行工作绩效考核4824无加料材料牌号:POMS2320加错料(POM其它牌号的材料)影响生产和产品功能8领错料造成原材料色标管理办法4班组长对生产加料单及时确认4844烘料机不工作3设备定期维护保养,每日点检5735无烘料温度设置不对注塑成型工艺卡3将工艺卡放在现场,12小时/监控一次5735无温控仪失灵显示错误3按照计量器具管理要求定期进行计量检定4734烘料时间不够注塑成型工艺卡4将工艺卡放在现场,12小时/监控一次5745无烘料筒不密封3设备定期维护保养,每日点检5735无原材料入库存储生产准备烘料材料干燥不够,有湿气烘料温度:120烘料时间:含水率:7影响后道加工及产品质量第2页,共6页EPSILONII项目098油桶1582801098Project/PartNameandNumber:(项目/零件名称和零件号):GS10车型、GS8车型ModelYear(s)/Vehicle(s) (车型年度/车辆)质量科/生产科KeyDate (关键日期)2008.8.15ProcessResponsibility(过程责任部门)xxxOriginalFMEADate(FMEA原始编制日期)xxxxFMEARevisionDate(FMEA修订日期)项目部-xxxxxxxxxxxx;质量科--xxxxx;运营科--xxx;注塑科--xxxPOTENTIALFAILUREMODEANDEFFECTANALYSIS(过程FMEA)FMEANumber(FMEA编号)xxxxPage(页码)7Telephone#(电话)xxxxPreparedby(编制)xxxNSL7205B温控仪失灵显示错误3按照计量器具管理要求定期进行计量检定4734烘料温度过高或过长注塑成型工艺卡3将工艺卡放在现场,12小时/监控一次5735无吸料材料吸不上影响后道生产7吸料机滤网堵塞3定期清洁5735架模模具安装错误延误生产延误交期7生产科领取模具出错3计划科下发计划单时产品代号与模具编号一一对应5735无调整人员误操作3首件检查,工艺确认5735无调整人员设置错误注塑成型工艺卡2首件检查,工艺确认5725无未执行首件确认4过程主管每天检查首件确认项漏检检验标准书4过程主管对每个首件进行审核确认首件确认误判1)不合格产品被判为合格,批量流入下工序或客户端,客户抱怨2)合格产品被判为不合格,导致生产停顿影响交付IPQC的上岗培训4过程主管对每个首件进行审核确认影响产品性能和外观烘料7工艺设定工艺参数设定错误首件确认材料结块、烧焦,发黄材料浪费,影响后道生产7第3页,共6页EPSILONII项目098油桶1582801098Project/PartNameandNumber:(项目/零件名称和零件号):GS10车型、GS8车型ModelYear(s)/Vehicle(s) (车型年度/车辆)质量科/生产科KeyDate (关键日期)2008.8.15ProcessResponsibility(过程责任部门)xxxOriginalFMEADate(FMEA原始编制日期)xxxxFMEARevisionDate(FMEA修订日期)项目部-xxxxxxxxxxxx;质量科--xxxxx;运营科--xxx;注塑科--xxxPOTENTIALFAILUREMODEANDEFFECTANALYSIS(过程FMEA)FMEANumber(FMEA编号)xxxxPage(页码)7Telephone#(电话)xxxxPreparedby(编制)xxxNSL7205B注塑生产填充压力低3首件检查,操作自检,制程巡检,工艺监控5无螺杆设定距离太前3首件检查,操作自检,制程巡检,工艺5模具排气不良3首件检查,操作自检,制程巡检,工艺5喷嘴堵塞3首件检查,操作自检,制程巡检,工艺5浇口尺寸设置不好3首件检查,操作自检,制程巡检,工艺5注塑压力过低DOE验证3首件检查,操作自检,制程巡检,工艺5注塑时间过短3首件检查,操作自检,制程巡检,工艺5机台逃料3首件检查,操作自检,制程巡检,工艺5进料口位置不当3首件检查,操作自检,制程巡检,工艺5热流道不通3首件检查,操作自检,制程巡检,工艺5外观无严重流痕表面严重流痕影响外观和功能,客户抱怨73首件检查,操作自检,制程巡检,工艺监控3无产品日期章与生产批号一致日期章与生产批号不一致出现问题无法追溯73首件检查,操作自检,制程巡检,工艺监控3无Ø15.6±0.1(B-B)尺寸超差客户抱怨8K3首件检查,操作自检,SPC,制程巡检,工艺监控5无2±0.1-4X(B-B)尺寸超差客户抱怨73首件检查,操作自检,制程巡检,工艺监控3无修浇口或飞边浇口修平,无飞边漏修不合格产品转入下道工序或流到客户端,客户抱怨7操作人员责任心不强操作工培训2操作工自检4无注塑成型外观无注塑不足注塑不足影响外观和功能,客户抱怨7第4页,共6页EPSILONII项目098油桶1582801098Project/PartNameandNumber:(项目/零件名称和零件号):GS10车型、GS8车型ModelYear(s)/Vehicle(s) (车型年度/车辆)质量科/生产科KeyDate (关键日期)2008.8.15ProcessResponsibility(过程责任部门)xxxOriginalFMEADate(FMEA原始编制日期)xxxxFMEARevisionDate(FMEA修订日期)项目部-xxxxxxxxxxxx;质量科--xxxxx;运营科--xxx;注塑科--xxxPOTENTIALFAILUREMODEANDEFFECTANALYSIS(过程FMEA)FMEANumber(FMEA编号)xxxxPage(页码)7Telephone#(电话)xxxxPreparedby(编制)xxxNSL7205B漏检漏检产品流入下工序732无缺陷未检出不合格产品流入下工序74误判1)不合格产品被判为合格,流入下工序2)合格产品被判为不合格,导致生产停顿影响交付7IPQC的上岗培训23无末件确认723无1.漏检不合格产品流到下一道工序或流出厂外8B检验员漏检检验标准书2检验情况记录于入库检验报表3无2.误判1)将不合格品判为合格品影响产品外观;2)合格产品被判为不合格,延误交期8B检验的标准与指导书不一致FQC上岗培训23无产品包装包装错误不符合包装规范,客户投诉7B未按照包装作业指导书操作包装作业指导书3包装完成,自检3无堆放层数过高21.控制堆放层数2.堆后自检3无包装数量过重包装作业指导书3严格按照包装规范要求操作3无功能降低、箱外观受损入库检验制程巡检入库存储包装入库B6包装箱摔坏第5页,共6页EPSILONII项目098油桶1582801098Project/PartNameandNumber:(项目/零件名称和零件号):GS10车型、GS8车型ModelYear(s)/Vehicle(s) (车型年度/车辆)质量科/生产科KeyDate (关键日期)2008.8.15ProcessResponsibility(过程责任部门)xxxOriginalFMEADate(FMEA原始编制日期)xxxxFMEARevisionDate(FMEA修订日期)项目部-xxxxxxxxxxxx;质量科--xxxxx;运营科--xxx;注塑科--xxxPOTENTIALFAILUREMODEAND
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 包治百病
包治百病
本文标题:PFMEA 第四版案例格式
链接地址:https://www.777doc.com/doc-11305899 .html