您好,欢迎访问三七文档
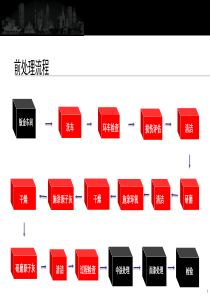
板式家具工艺介绍内容•1、家具用材知识•2、生产工艺流程家具用材知识•1、板材类•2、化工类•3、玻璃、银镜及其他辅助材料•4、五金类•5、包装材料类一、板材类•1.1、素板•1.2、装饰板•1.3、实木•1.4、木皮•1.5、封边带•1.6、蜂窝纸1.1、素板•1.1.1、中密度纤维板•1.1.2、刨花板•1.1.3、胶合板中密度纤维板•简称中纤板(MDF),是以木纤维为主要材料,通过纤维分离、成型、干燥、高压等工序制成的板材。根据密度可分为:80型、70型和60型,即密度分别为:800kg/m3,700kg/m3,600kg/m3,我们通常采用的是70型,密度在700~750kg/m3。•特点:内部结构匀称,板材内应力对称,不易变形;表面平整,厚度公差小,利于贴面及喷、淋、辊涂加工;机械加工性能好,易于雕刻及铣成各种型面、形状的部件,加工成的异型边可不封边而直接进行涂饰处理。•我集团各品牌家具不同程度地使用进口中纤板及国家绿色认证的优质A级国产中纤板,所有板材甲醛释放量均达到欧洲E1级环保标准。•E1级(欧洲环保标准):游离甲醛释放量≤9mg/100g•E2级(国家绿色环保标准):游离甲醛释放量≤30mg/100g刨花板•由原木粉碎后形成的木质刨花或木质纤维材料(如木片、锯屑、亚麻)经高温高压加工而成的板材,具有不易变形,握钉力较强的优点,在全球被作为板式家具的主要材料,也是二次贴面理想的基础材料。缺点是不易做弯曲处理或曲形断面处理,对加工机械要求高。胶合板•采用优质单板,严格按照对称垂直的工艺要求,组拼后覆以桦木、桃花心木等面、背板热压而成。该产品表面细腻光洁、不开胶、结构匀称、强度高,是室内装饰、家具制作、二次加工理想的基础材料。1.2、装饰板•1.2.1、华丽板•1.2.2、聚酯板•1.2.3、三聚氰胺板华丽板•将华丽纸、宝丽纸或油漆纸覆贴到中纤板或刨花板等基材上而得到的具有装饰性的板材。•华丽纸和宝丽纸的区分:宝丽纸是在原纸上直接油墨印刷,华丽纸是在宝丽纸基础上辊透明油漆。•特点:能起到逼真仿木纹效果,板式贴纸家具上应用广泛。聚酯板•在中纤板或刨花板等基材上预先涂上一层聚脂的板材,漆膜表面贴有一层保护膜(材料一般为塑料薄膜或牛皮纸);•优点:减少后续加工工序,缩短产品加工周期三聚氰胺板•以中纤板或刨花板等为基材,在300T/m2的高压及200℃高温下,表面贴覆三聚氰胺浸渍纸而成的一种饰面板材。•三聚氰胺纸表面印刷有木材纹理或其他图案,用于装饰板材表面。使用水性油墨印刷,图案清晰、亮丽、不褪色,而且环保。克重为70g/m2~100g/m2。•“三聚氰胺”是制造此种板材的其中一种树脂胶粘剂,带有不同颜色或纹理的纸在树脂中浸泡后,干燥到一定固化程度,将其铺装在刨花板、中密度纤维板或硬质纤维板表面,经热压而成的装饰板,规范的名称是三聚氰胺浸渍胶膜纸饰面人造板,称其三聚氰胺板实际上是说出了它的饰面成分的一部分。其表面硬度、耐刮性及抗热性均强于油漆饰面处理。•优点:高效,简化人造板表面装饰工艺,降低加工成本及其相关的设备投资;环保,避免了油漆涂饰过程所造成的环境污染;美观,透气性好,手感佳,装饰美观;耐用,耐久、耐磨、耐热及耐污染。1.3、实木•实木即天然木材,一般需要经过干燥、锯解、刨切等处理后才能被用于家具制造中。具有材质真实自然、纹理清晰,易雕刻造型的特点,是制作高档家具的材料。•实木对湿度的要求十分严格,一般为8%~18%之间,根据我国气候分为北8%~12%,南方12%~18%;•使用要求:纹理相同、材性稳定、颜色接近,无明显树脂囊、变色、虫蛀、腐朽材等缺陷;•缺点:加工工艺复杂,材料利用率较低,材料成本与生产成本高。1.4、木皮•是指天然木材经机械加工(旋切、刨切)得到的薄木,具有纹理美观、自然、清晰的特点,厚度一般在0.2~1.0mm之间;分为天然木皮与科技木皮。•科技木皮,是将普通材质、纹理的木材经过特殊工艺加工处理(染色、组坯、胶合、刨切)而成具有珍贵木材纹理的木皮。•木皮质量要求:含水率要求控制在8~16%之间,表面纹理应清晰、无死结、明显树脂囊、变色、虫蛀、腐朽、裂缝、毛刺、沟痕、刀痕、拼贴应严密;•加工后质量要求:不允许有脱胶、明显透胶、鼓泡、凹陷、压痕、离层、起皱、刮花、起霉、烂皮、重叠等缺陷。1.5、封边带•主要对板材断面进行封闭,避免受环境或使用过程中的不利因素(主要为水分)对板材的影响,同时也具有装饰效果。品种主要有三聚氰胺封边带,PVC封边带,木皮封边带等。•常用的厚度规格要求有0.4mm、0.6mm、0.8mm、1mm、1.5mm、2mm、3mm等。•加工后质量要求:封边应严密、平整、不允许有脱胶、明显透胶、鼓泡、叠封、划伤板面、漏封、边带削切过量、跑边、过量的胶液等现象;1.6、蜂窝纸•原理:依据生物学原理,仿蜂窝结构。•特点:工艺新颖,比强度高,缓冲性好,轻质低耗。•优点:比强度高,重量轻,稳定性高,并且成本低廉,降低了家具成本,节省了木材。•应用:家具、车船、包装、建筑物的墙壁、高速公路的隔音板等。•在家具中的应用:加厚部件的中间填充二、化工类•1、涂料•2、粘合剂涂料•1、油漆•2、稀释剂•3、助剂•4、灰1.1、油漆•种类:PU、PE、UV、NC等•(1)NC(硝基漆)特点:漆膜耐黄变性能差,气候潮湿度超过85%时,一般要求停止作业。•(2)PU(聚脂漆)特点:漆膜耐黄变性能佳,耐侯性强、附着力与、填充性好,完全固化后,表面漆膜丰满度、硬度高,光色泽柔和细腻、滑爽耐热、阻燃与抗静电性能好;使用过程中抗腐蚀、污染、耐磨性能强。•(3)PE(不饱和聚脂漆)常温下干燥迅速、固化快、耐侯性强、附着力好、填充性好;固化后漆膜较脆,柔任性较差。•(4)UV(光固化漆)特点:漆膜耐黄变性能是目前涂料中最好,是一种完全环保涂料,光固化快、耐侯性强、附着力好,耐热、阻燃与抗静电性能好;固体含量达到98%以上。1.2、稀释剂•种类:天那水、酒精、爆花水、慢干水、松节油、洗枪水等1.3、助剂•种类:固化剂、电白油、蓝白水、消泡剂等1.5、灰•种类:原子灰、水性灰等粘合剂•在家具制造中大量被应用于装饰面贴合及封边处理中。或者用来将一些常规规格的板件粘合成特殊规格部件。•种类有:白乳胶、木胶粉、热熔胶、万能胶、瞬间胶、PVC胶等,不同的胶类在使用过程中有不同的用处。•质量要求:无毒无刺激味,耐水性强、耐候性强:(-20℃±5℃、+50℃±5℃);粘合性强、固化后强度高。•环保要求:内含有害物质限量(重金属必须500mg/kg、甲醛含量必须500mg/kg、中苯、甲苯、二甲苯与乙苯含量必须1000mg/kg)三、玻璃、银镜及其他辅助材料•1、玻璃•2、银镜•3、有机玻璃•4、其他辅助材料1.1、玻璃•1、玻璃的规格•厚度:3mm,4mm,5mm,6mm,8mm,10mm,12mm,15mm,20mm•常用的规格为:门板5mm,层板8mm,台面12mm•2、玻璃的加工工艺•切割、钻孔、磨边、车花、电脑雕刻、喷砂、热弯、钢化•3、玻璃在家具中的使用•门板、层板、餐台面、茶几面等1.2、银镜•1、银镜的规格•厚度:3mm,4mm,5mm,6mm•2、银镜的加工工艺•切割、钻孔、磨边、车花、电脑雕刻、喷砂、油漆•3、银镜在家具中的使用•穿衣镜、酒吧柜、装饰柜等1.3、其他辅助材料•1、有机玻璃•2、布艺•3、皮革•4、藤、竹、苇、草等四、五金类•1、功能性五金配件•2、装饰性五金配件功能性五金配件•家具的五金配件品种繁多,材质各异。主要满足功能性要求。•1、连接件在家具结构中起连接作用,如门铰、偏心件、路轨、自攻丝等。•我们采用高品质的五金配件,如:门铰(也称铰链),全部采用国际名牌德国原产海福乐门铰,两段力开合,通过欧洲严格的八万次开合测试及酸雾腐蚀测试,保证长久的顺畅使用。左右可调4.5mm,前后可调3mm,上下可调4mm。路轨以及厚达1.2mm的进口冷轧钢板加工而成,抽拉顺畅,回弹性能良好,噪音低(轮子,ABS),长久使用不变形。•2、支撑件•在家具结构中起支撑作用,在如脚座等•3、结构件•在家具中是构件的一部分,如铝合金门框等装饰性五金配件•在家具中起装饰性作用,如标牌、饰件等。•基材有冷轧钢、不锈钢、铜、铝、锌合金、铁等。•加工工艺:型材加工、挤出成型、压铸、车床等。•表面处理:抛光、拉丝、氧化、喷砂、电镀(镀金、镀银、镀镍、镀铬、镀锌)、喷涂。•原材选用与相应的加工工艺:•铜小标牌、挤出成型/车床加工•锌合金异形件/开模•不锈钢抛光、拉丝/型材加工•铝合金氧化、喷砂//型材加工五、包装材料•包装:使用包装材料,将产品的零部件、装饰件和配件等按设计要求包装好。起到保护产品,防止损坏和便于运输的作用。•(一)纸箱•1、天地盒2、火柴盒3、卡通箱4、木架(适合包装易碎产品)•(二)泡沫•起填充与保护作用:1、切割类(电热丝切割)•2、成型类(模具发泡)•(三)PE纸•又叫珍珠棉,用于保护板件漆膜、玻璃、银镜、抛光五金件的表面。•(四)包装带•必要时采用,用于加强外包装的牢固性。•(五)透明胶带、美纹胶纸•用于纸箱封口及固定箱内部件的位置。生产工艺流程•1、机加工工艺•2、油漆工艺•3、包装工艺一、机加工工艺•加工工序流程•裁拼→热压(贴面)→开料→冷压→精裁→封边→钻孔→实木(异型加工,包括锯型、铣型、刨切、开槽、装配)1、裁拼•加工对象为木皮,包括裁切、拼缝和拼花•目的:将木皮或木单板按图纸设计的要求裁切成一定的形状,并用拼缝机或手提拼缝机拼成所要求的幅面尺寸和需要的图案。•使用设备:裁切使用木皮裁切机,拼缝使用脚踏式拼缝机,拼花使用手提拼缝机。以上都是使用热熔式拼缝胶线;还有一种是手工拼缝,用的是水性胶贴纸。•加工标准:裁切后切口必须光滑、平直,不允许有毛刺、撕裂等缺陷;经拼缝的木皮须表面平整、色泽一致,不能有开缝、搭接、撕裂、毛刺等现象。2、热压(贴面)•加工对象为木皮、装饰纸、或其他贴面材料(如PVC、防火板等)•目的:通过涂胶、加温施压,将装饰性贴面材料与人造板基材按一定的粘合强度快速粘合。•使用设备:四辊涂胶机、五层热压机•加工标准:加工完毕的材料不允许有气泡、刮花、压痕、皱折、开胶、或其它杂物3、开料•加工对象为各类人造板•目的:对各种规格的人造板件进行直线锯切,开出符合规格要求的板件。•使用设备:电子走锯、裁板锯、推台锯、多排锯等•加工标准:1、切口无崩边、发黑等现象;2、长宽误差±0.2mm,对角线误差±L‰,邻边垂直度1%,不允许出现大小头现象4、冷压•目的:把常规厚度尺寸的板材或骨料胶合成所需的厚度或胶合成弧形/空心部件。•加工对象为人造板素板及贴面板,加工类型分别为加厚板、空芯板、异形件。•加厚板工艺流程:涂胶→组胚→冷压•空芯板工艺流程:拼架→调胶→备蜂窝纸→涂胶→组胚→冷压•异形件工艺流程:开骨料→涂胶→组胚→冷压•使用设备:两辊涂胶机、冷压机、蜂窝纸拉伸机•加工标准:拼合后的零部件要牢固、平整,无明显骨架形、压痕以及变形、开胶现象。5、精裁•加工对象为毛料尺寸的加厚板、空芯板、异形件、拼花部件、连件部件。•对各种毛料尺寸或开连件的板件进行直线锯切,以得到设计要求的规格。•使用设备:推台锯、双头锯•加工标准:1、锯切面要平直,不允许有倾斜及明显波浪形的锯痕,切口无崩缺、发黑等;2、部件两对角线长度之差≤1mm,长宽公差≤0.5mm;3、加工后的零部件表面须干净,不允许有划痕、压痕和木屑、锯末等现象。6、封边•目的:将部件外露边用封边材料通过胶粘剂粘合起来,以达到美观效果并起防潮作用。•使用设备:直线封边机、曲线封边机、异型封边机、包边机等•加工标准:1、封边的边条要严实、平直。不允许有开胶、漏封、叠封和跑边现象;2、零部件表面不允许有刮花现象3、保持板面干净,不许有封边碎屑和余胶存在。7、钻孔•目的:为了满足拼装需要或方便连接,需在部件与部件连接处钻孔,以便安装配件和连接件。•使用设备:六排钻、三排钻、单排钻、台钻、手电钻等•加工标准:1、经加工的零部件表
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 liulangde_yu
liulangde_yu
本文标题:板式家具工艺介绍
链接地址:https://www.777doc.com/doc-118047 .html