您好,欢迎访问三七文档
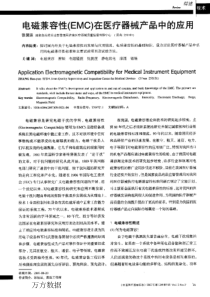
2019/9/30•人员方面•瓶颈站应由效率较佳或训练较久之人员担任•将生产线上的NG品移走,以离线作业处理•消除重复性之作业•第一站工作及新手避免工作负荷过重•工作轮替•建立候补人员制度•鼓励有经验者的老手从事瓶颈站的作业•质量方面•稳定良好的材料质量可制造出好的产品•作业内容方面•消除需额外加工的作业•有效运用有经验的作业者•作业内容相似者可合并•作业邻近者可合并•避免在同一工作站使用太多工具•训练方面•检阅作业者之技术并检核其进度生产线改善考虑方向2019/9/30学习曲线1.定义学习曲线是表示单位产品生产时间与所生产的产品总数量之间的关系的一条曲线•单位产品生产时间•生产量•进步曲线•累计平均时间•单位产品生产时间•时间•工业学习曲线•将来某时段平均产量2.对数分析学习曲线方程的一般形式是:Yx=Kxn式中:x=单位数量Yx=生产第x个产品所需的直接劳动小时数K=生产第一个产品所需的直接劳动小时数n=lgb/lg2,其中b=学习比例一般学习比率为80%,即b=0.82019/9/30CELL化生産是精益生産的一個方面,它通過減少生産過程中的浪費而迅速提高公司競爭力.通過有效安排人力和設備,以流程化的模組及CELL化生産建立順暢的生産流程,縮短向客戶交貨的時間。它同時也可做到低庫存多類型以滿足客戶需求。从上面的定义我们可以看到Cellline的关键是流程化的模组、Cell化生产和顺畅的生产流程这三个描述。1、流程化的模组A:流程化的:即有一定顺序的,它是理性的、固定的、不变的。也就是说不管产品怎么变化,所有的产品都存在一个大体上相同的制造顺序,这个制造的顺序就是我们的产品的大流程。B:模组:即模块,它的意思是包含了几个或多个操作的群组,而这个群组能够完成特定的操作,即能完成不同产品中具有相似形状和工艺要求的部件。按照一定顺序将机个能够完成产品中具有相似形状和工艺要求的部件或操作的小组排列起来——流程化的模组关于Cellline生产方式的思考2019/9/302、Cell化生产CELL化生産是指一種生產方式,通過此它,公司能以盡可能小的成本來製造出各种各樣的滿足顧客需求的産品。在CELL化生産中,設備和工作站被以特定的順序排列,通過這種排列,材料和零件能夠以最小的搬運和延誤順利的通過流程。CELL化生産是精益生産方式的主要構成部分。A:设备和工作站以特定的顺序排列:设备和工作站是模组的基本构成,这句话我们可以理解为把流程化的模组按一定的顺序排列。而特定的顺序就是Cell的排列方式,它决定了我们的生产方式和我们的生产效率能达到的极限。B:最小的搬运和延误:我们可以理解为最少的零件数量和最平衡的的生产方式。3、顺畅的生产流程即材料和零件能夠以最小的搬運和延誤順利的通過流程。由以上的定义分析看出,cellline的基本组成为流程化的模组,核心为cell化生产,它决定了line布置的方式,其核心必须在保证大流程的前提下实施,顺畅的生产则为它的最终目的。关于Cellline生产方式的思考2019/9/30如何计算设备的产能F(x)Equipmentmetrics.Uptime;.Available;.utilizationProcess.Processtime;(SPT).ProcessstepsProductmixEquipmentCapacity设备产能是由设备能力,工艺流程和产品结构等多个因素决定的。2019/9/30如何计算设备的产能•Equipmentmetrics(SEMIE79)–Uptime(down,PM);–Available(QC,Engineeruse);–Utilization(Idle);•以上数据可以由IE测量获得或从PROMIS报表系统中获得。•Process–Processtime(SPT)•WPH(waferperhour)设备产出速率1.WPH是产能计算的基础;2.可以通过公式计算;1.确定设备类型和batch量;2.取得各个数据(setuptime,interval,andprocesstimeetc.)3.利用公式计算每个batch所用的时间(小时);4.WPH=batch/processtime;3.可以用测量法(秒表)等IE方法直接测量获得;2019/9/30如何计算设备的产能4.如果一个产品流程需要经过该设备多次,则WPH可以用以下方法计算例如:某产品经过设备3次,Batch=25;Step10.5hourWPH1=50HPW1=0.02;Step21hourWPH2=25HPW2=0.04;Step32hourWPH3=12.5HPW3=0.08;HPWt=∑HPWi=0.14WPHt=1/HPWt=1/0.14=7.1则该设备对应该产品的设备产出速率WPH=7.1wafers/hour•ProductMix1.确定各个产品的数量或比例;2.计算该设备对应各个产品的总产出速率WPHt;3.列表计算设备的产能和利用率等;ProductWPHtHPWtProductQtyproducthoursAvailabletimeUtilization17.10.141000140250.21000200314.20.072000140Total:48060080%2019/9/30先定义下生产线直接效率计算公式:直接效率=(机型ST*良品数)/纯作业时间;纯作业时间=生产线直接人员投入时间-无作业时间;如果数据准确的话,直接效率应该满足以下公式:直接效率+线体平衡损失+不良率=100%这样你会说,如果线体平衡率只有60%,那效率最高岂不是不会超过60%?理论上是这样,但还有其他的因素:我们的标准工时是针对普通熟练工人而且还考虑了宽放率,生产线实际作业时间有时会比标准工时少,所以上面的公式也只是起理论参考作用,实际的数据会有点点偏差。不过有了上面这个工时,我们就知道了如果要提高生产线效率,只要降低:线体平衡损失和不良率即可。1.线体平衡率线体平衡率=1-线体平衡损失;先测试所有站别的ST,最长的那个就是CT了;找出ST与CT差别最大的三个站别,和与CT最接近的三个站别进行改善。改善的一般方法:把ST大的站别的作业分配到ST较小的站别上。重复上面这个步骤,直到平衡率到80%以上。2.不良率1-层别法统计不良现象和个数;2-柏拉图找出最重要的三项;3-特性要因图针对最重要的三项进行分析;4-总结出最容易改善的原因和最重要的原因;5-根据这些原因写出对应的解决方案。然后总结出:如果平衡率80%,“最容易改善的原因和最重要的原因”得以解决后,效率预计可以达到多少。效率改善分析见解2019/9/30计算公式1.有关生产效率的计算公式:直接生产力=产量/(直接人数*直接工时)--------Pcs/人*时,PPH全员生产力=产量/(直接人数+间接人数)*工作时数生产效率=良品数*标准工时/编制人数*净工作时数生产率=良品数*标准工时/编制人数*工作时数TargetmanHour=TotalStandardTime/TargetThroughoutYieldActualManHour=TotalPaiedLabourTime/ActualOutputEfficiency=TargetManHour/ActualManHourOTRate=TotalOTWeekly/(40*HeadCount)Availability=VacationhoursMonthly/(40*12/52*HeadCount)2.Machine:Availability=1-(totaldowntime/totalworkingtime)MTBF=MeanTimeBetweenFailuresMTBF=MeanTimeToRepairMTTC=MeanTimeToChange-OverUtilization=Actualoutput/machinecapacity2019/9/30[人员低减!生産台数不变][生産台数增加!人員不变][人员低减、台数上升!]例100台/D→120台/DST1x120M1xT1ST1x100M1xT1=1.2作業能率20%UPST1xN29xT1ST1xN210xT1=例10人→9人(1名減)10/9作業能率11%UPST1x1209xT1ST1x10010xT1=作業能率33%UP120x10100x9=1.33例100台/D→120台/D10人→9人(1名減)生产效率的计算2019/9/301.有关生产效率的计算公式:生产力(Productivity)=实际产出数量*标准工时/总投入工时=产出工时/总投入工时生产效率(Efficiency)=实际产出数量*标准工时/(总投入工时-除外工时)=产出工时/净投入工时LiteonIT计算公式在籍工時:依工程部提供該生產線標準配置之人員工時請假工時:該生產線標準配置之人員工時之請假之工時加班工時:正常上班時間以外之生產時間為加班工時支援工時:標準配置之人員工時若有剩餘而借出其它單位之工時受支援工時:標準配置之人員工時若有不足時向其它單位借入之工時淨投入工時:作業員工實際投入于生產作業之可用工時產出工時:作業員工產出之良品數(合格品)所需之標準工時停線(除外)工時:非作業員工責任所發生之停線或誤產等之工時2019/9/30(F)總投入工時(F-H)淨投入工時(H)除外工時淨投入工時=(F-H)稼動率=淨投入工時/總投入工時=(F-H)/F(F)總投入工時(C)加班工時(+)(E)受支援工時(+)(D)支援工時(-)(B)請假工時(-)(A)在籍工時(+)(F)總投入工時=(A)在籍工時-(B)請假工時+(C)加班工時-(D)支援工時+(E)受支援工時=(A)-(B)+(C)-(D)+(E)LiteonIT计算公式2019/9/30例題:一.試依下列條件計算DRV12線總投入工時,除外工時,產出工時,作業效率,稼動率及生產力,(1)編制人數42人/線,工作8小時,(7)加班生1小時(2)當日生產CD-ROM2720台,標準工時為7.2分/台(8)支援TVS1人(一天)(3)請假人員2人(一天)(9)領班開會5分鐘(4)受DIP支援3人(一天),(6)輸送線當機時間10分鐘(5)等待材料20分鐘解答:(A)在籍工時=編制人數X工作時數=42*8=336小時(B)請假工時=所有請假人工時之和=2*8=16小時(C)加班工時=所有人加班工時之和=(42-2+3-1)*1=42小時(D)支援工時=所有支援工時之和=1*8=8小時(E)受支援工時=所有受支援工時之和=3*8=24小時(F)總投入工時=(A)-(B)+(C)-(D)+(E)=336-16+42-8+24=378小時(G)產工時累計=Σ產出工時=Σ標準工時X產出數=2720*7.2/60=326.4小時(H)Σ除外工時=不能正常生產的工時之和=(42-2+3-1)*(20+10+5)/60=24.5小時作業效率(efficiency)=G/(F-H)=總產出工時/(總投入工時-總除外工時)=G/(F-H)=326.4/(378-24.5)=92.3%稼動率(utilization)=(F-H)/F=(總投入工時-總除外工時)/總投入工時=(F-H)/F=(378-24.5)/378=93.5%生產力(productivity)=G/F=產出工時/總投入工時=G/F=326.4/378=86.3%LiteonIT计算公式2019/9/30Step~1找出TotalLoss有效時間=全部可利用時間-不增值工作時間正常時間=好机出數X標准時間全部損耗=有效時間-正常時間浪費總時間正常時間有效時間Step~1找出TotalLossLoss分析2019/9/30Step~1找出TotalLoss如果正常时间有效时间检查:(a)无效工作时间(b)标准时间(c)未记录的超时(d)出数注意Loss分析2019/9/30Step~2將TotalLoss分類將全部損耗分為:(a)Skil
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 ohgami8882
ohgami8882
本文标题:IE基础计算方法
链接地址:https://www.777doc.com/doc-1231780 .html