您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 信息化管理 > IE工业工程培训全套教材-工作研究(PPT 50页)
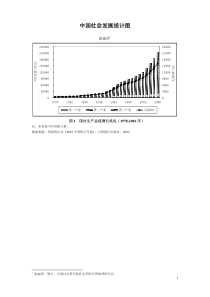
德信诚培训教材工作研究§1概述§2方法研究§3工作测定§4人因工程生产率:有效产出和投入之比决定了成本和交货期。生产率包括两种:资源生产率(资本、设备、信息)劳动生产率(单位工人的产出)要提高生产率就必须进行工作研究。§1概述1.工作研究的重要性工作研究:对工作方法、作业流程和作业时间进行科学分析和测定,据此制定出科学合理的作业标准和时间定额,使各项作业标准化,不断提高劳动生产率和经济效益。工作研究包括:方法研究作业测定§1概述2.定义及内容工作研究方法研究作业测定选择研究对象记录现行工作方法程序分析进行方法改进拟定新的工作方法培训操作者实施新的工作方法和标准时间提高工作效率操作分析动作分析选择研究对象确定时间研究方法直接时间研究预定动作时间标准法标准资料法确定宽放时间制定标准时间持续改进§1概述4.历史(1)F.W.Taylor:首创了时间研究和动作研究;(2)Gibreth夫妇:对动作细节进行摄影;(3)L.Gantt:发明甘特图。(1)对工人操作的每一动作进行研究,用正确、合理、经济的方法替代老的凭经验的方法;(2)科学地挑选工人,并进行教育和培训;(3)与工人亲密协作,以保证一切工作按已研究出来的科学方法去做;(4)资方(管理者)与工人在工作和职责上是均等的。§1概述5.科学管理四项原则§2方法研究1.定义和目的对现有的或拟议的工作(加工、制造、装配、操作)方法进行系统的记录和严格的考查,作为开发和应用更容易、更有效的工作方法、降低成本的一种手段。定义目的改进工艺和程序,改进工厂、车间和工作场所的平面布置,改进整个工厂和设备的设计,改进物料、机器和人力的利用,经济地利用人力,减少不必要的疲劳以及改善工作环境。§2方法研究2.基本假定(1)执行任何工作任务通常有很多方法,但对一定时期就其掌握的知识而言,有一种是最好的;(2)经过科学研究和训练的方法比未经训练的方法更有效;(3)任何一项作业的时间标准是可以确定的。§2方法研究3.方法研究的原则(1)仔细观察工作过程和动作的每一细节,省去一切不必要的动作和空的、无效的行程(2)设计出好的工具和设备(3)原材料要准备好,放在固定处(4)设计好的工作场所,使工人活动方便、路程最短、无反程(5)用辅助工,节省专门技能工人时间(6)尽量用双手同时工作(1)立项:选择对工作进程有决定影响的作业进行仔细研究。包括经济、技术和人的因素(2)确定目标:确定目标的具体可评价内容(3)记录:详细记录现行程序和操作方法(4)分析:将整个过程分解成许多工作要素和动作§2方法研究4.工作研究的一般程序(5)改进:取消—合并—重排—简化(6)评价:根据预定目标,从成本、工作时间、工作效率、省力、工作效果等方面看是否达到要求;(7)试行:对新工作方法可行性、可靠性、安全性作出评价,征求操作人员意见,予以改进;(8)应用:将新的工作标准化,征得有关领导批准,正式公布。§2方法研究4.工作研究的一般程序(续)§2方法研究4.工作研究的一般程序(续)在进行分析和改进时经常应用所谓5W1H方法•Who--谁来做这个工作最合适–劳动者的精神和心理特征;•What--要完成的任务是什么?•Where--组织的地理位置及工作地点在何处?•When--完成日期及作业流程时间;•Why--工作的目标和动机;•How--工作方法及激励方式。5.工作研究考虑的因素行为因素——劳动专业化对管理者对劳动者有利影响•能迅速培训劳动力•容易招到新工人•生产率高、质量高•工资低•对流水生产,节拍容易控制为了获得工作只需付出很少教育,较为容易地学会一种工作不利影响•无人对整个生产负责,质量控制困难•工人对工作容易产生厌倦•工人对整个生产不了解,很难提出改进意见•适应新产品能力较差•重复劳动,易厌烦•贡献小,不能有满足感•易疲劳•更换新工作困难5.工作研究考虑的因素行为因素——工作扩展横向扩展——能操作更多的作业纵向扩展——能对自己的工作有一定的管理权扩展的结果:对质量改善、生产效率提高有效果5.工作研究考虑的因素行为因素——团队精神团队符合下列原则:•任务多样化•技能多样化•反馈•任务界定•任务自主5.工作研究考虑的因素身体因素工作类型每分钟消耗能量(卡)工作一分钟所需休息写字、打字2-装配2.9-机床操作3.3-打铁4.4-伐树7.51司炉123爬楼梯123工作生理学:能量的消耗1作业流程图(Operationprocesschart)2流程程序图(Flowprocesschart)3双手操作图法4人-机操作图法6.方法研究的主要技术方法研究的图表分析技术(1)作业流程图以图形符号代表生产产品或提供服务的作业工序和检验工序符号——作业工序——检验工序惯例:横向线——表示材料从哪里进入加工过程竖线——表示加工过程顺序流动方向——自左至右,自上至下作业流程图示例衣袖料拉链料镶边料衣身料剪裁缝袖子检验剪裁剪裁剪裁缝镶边缝拉锁检验拉链是否对准上袖子完工清理终检发货图形符号增加如下:——作业——存储材料、零件或产品——延迟符号:人、物质在等待下一计划——运输符号:人、物从一个地方到另一地方——重叠符号:加工和检验两种活动同时进行有附加值的活动——加工活动:也有可省略-简化-改进的工序浪费活动——运输、延迟、存储、检验,不增加附加值(2)流程程序图(2)流程程序图示例步骤作业描述时间(秒)距离(m)1将生面饼方入蒸锅中蒸烘2将包装纸铺在柜台上3等待面饼蒸熟4听到铃响后,将面饼从蒸锅取出5将一勺肉倒在面饼上6检查订单上是否注明要加奶酪7将一勺奶酪倒在肉上8取调味品9………………快餐制备过程的流程程序图用标准流程图符号记录一只手操作与另一只手操作间的关系。注意:(1)运输表示手从一个位置移到另一位置(2)手不动就是延迟(3)手动作一般不表示检验(3)双手操作图法(3)双手操作图法示例螺栓螺母装配左手作业作业右手伸手抓螺栓空闲抓住螺栓空闲将螺栓带回工作区空闲手举着螺栓伸手取垫片手举着螺栓抓住垫片手举着螺栓将垫片拿回到螺栓旁手举着螺栓将垫片装到螺栓上手举着螺栓松开垫片手举着螺栓伸手抓螺母手举着螺栓抓住螺母……………………表示多个工人协同工作或一个工人与一台或多台机器的协调工作,作到“最佳”。(1)操作人员空闲时间最少(2)一个工人看管的最佳机器台数(3)机器闲置的时间最少(4)一定数量的机器最佳工人数(5)成本最小(人工成本+机器成本)(4)人—机操作图法人机程序图的用途人机程序图的目的,主要是分析人工或机器的时间闲余,以求消除浪费、提高效率。在一般情况下,在一个工作周期中,操作者的工作时间往往比机器运行的时间为短,为利用这段时间,可以考虑两种可能性:(1)利用此空闲时,操作另一部机器(2)利用这段空闲时间,做清除削屑,计量工作或其他手工的工作。人机程序图例例:一人工人操作一台机器,内容是:把装在模子的液体材料(稍有粘性)投入机器后开始操作,经过一定时间从机器模子,再从模子中取出成品,然后再装入液体材料等反复性的作业。目前,因机器的使用率不高,而未能达成预期生产量,问如何加以改善,其改善的重点为何?人机程序图例解明确作业员与机器的作业内容及其同时关系1作业员的作业把材料装入模子(放材料)100秒把模子放入机器(放模)16秒开动机器13秒等待机器加工——停止机器8秒取出模子(取模)12秒取出成品18秒人机程序图例2机器的作业放入模子16秒开动机器13秒加工90秒停止机器8秒取出模子(取模)12秒等待放入模子——人机程序图例3作业员与机器的同时关系(作业员)(机器)放模——————————放模开机——————————开机停机——————————停机取模——————————取模人机程序图例作业作业员时间经过时间(秒)机器时间作业放模开机等待停机取模取成品放材料16139081218100放模开动机器加工停机取模等待16139081211829119127139157257人机程序图例现状:周期时间为257秒,机器等待为118秒,因此,一周期中的机器作业率为(257-118)/257=54.1%为减少作业员及机器的“等待时间”,检讨是否可以利用“机器加工”的时间,由作业员来“放材料”,如此,即需另增1个模子。使用2个模子的作业过程如下:人机程序图例①放模②开机④停机⑤取模⑥取成品③放材料(机器加工)①放模②开机④停机⑤取模⑥取成品(机器加工)(空模)(放入材料的模子)③放材料(空模)(放入材料的模子)第一次周期第二次周期第三次周期①放模改善后的人机程序图取成品取模停机18128作业作业员时间经过时间(秒)机器时间作业放模开机放材料1613100放模开动机器加工停机取模16139081229167等待18等待10129137149改善后的人机程序图周期时间由原来的257秒缩减为167秒,此周期中机器的使用率为(167-28)/167=83.2%也就是说,较改善前的54.1%提高了29.1%。此外,在多人配合一部机器的情况下,也可以适用,此即所谓的“多动作程序图”或“多人机程序图”。编制步骤相同,只是在分析表的左方,应将机器的操作单元先加记录,并先将选定靠在左方的垂直线来代表机器的操作时间,其垂直线的选定,恰好与人——机程序图相反,其目的当然在于分析的方便。在表上所示的动作单元时间,应是“标准时间”,意即包含适当的“宽放时间”§3工作测定工作测定就是:通过对具有重复性的工人操作进行直观观测,以确定工时定额。讲下面几点:1.工时定额相关概念2.用时间测定法确定工时定额3.工作抽样法确定工时定额§3工作测定1.工时定额制定的前提工时定额:就是标准工作时间,作为计划和报酬的依椐标准工作条件:在合理安排的工作场所和环境下,由经过训练的操作人员,按标准的工作方法,通过正常的努力去完成工作任务。工时定额制定的前提:方法研究(1)确定工作所需人数,作为确定人事编制的依据(2)计划管理和生产控制的重要依据(3)控制成本和费用的依据(4)促进劳动生产率的提高(5)制定计件工资和奖金的标准2.工时定额的作用一般用秒表、录象机,把作业分成较小元素进行测定,把工人操作与机器的动作分开。通过一系列重复测量,把测量数据平均化:NT=(WT/WC)M+AM—工作时间技术修正系数WT—测定的时间跨度WC—在WT中所完成的工作数A--考虑操作人员情况的系数3工时定额测定法M考虑的因素:(1)未按标准方法做(2)过多的休息时间(3)班前准备不周(4)不是工作所必须的时间(5)其它非正常因素A是考虑个人因素,如年龄、性别、工龄、训练情况等。再考虑工人的生理需求、不可避免的停顿以及疲劳等情况,标准时间为:ST=NT(1+放宽率)或ST=NT/(1-放宽率)放宽率一般可取0.15。NT=(WT/WC)MA也可以按下式考虑A:A=0。08–0。10例开始时间9:26操作员109观察员审批结束时间9:32元素说明及间断点观测次序12310总和∑TTMANT折纸用钉书机5次插入铁丝处理完成图表.07.07.05….16.14….22.25.28….09.09.10….68.07.9.061.51.151.05.162.36.241.0.241.01.10.90.09∑NT=0.55∴ST=NT(1+放宽率)=0.55×1.15=0.663或=NT/(1-放宽率)=0.99/(1-0.15)=0.647工序标准时间测定记录表工作抽样:是一种对工人的作业活动进行随机观测的方法,用工作抽样方法采集足够多的随机观测数据,以确定花在特定工作要素上的时间。作用:工时定额;改进并提高生产率抽样的关键问题:(1)强调“足够”的随机数据(2)观测必须是“随机”的,置信度多大?(3)抽样的时间必须是能够代表“正常工作条件”4.工作抽样法要求的抽样数按下式计算:n=z2p(1-p)/E2E—绝对误差p—观察的时间内工人空闲时间比率z—与置信度相对应的指数(分位数)置信度为90%时z=1.6595%,z=1.9699%,z=2.23抽样的样本数量p绝对误差E±1.0%±1.5%±2.0%±2.5%±3.0%±3.5%1
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 滑散
滑散
本文标题:IE工业工程培训全套教材-工作研究(PPT 50页)
链接地址:https://www.777doc.com/doc-1232014 .html