您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 常用机械工具介绍(PPT57页)
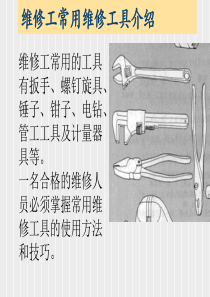
维修工常用维修工具介绍维修工常用的工具有扳手、螺钉旋具、锤子、钳子、电钻、管工工具及计量器具等。一名合格的维修人员必须掌握常用维修工具的使用方法和技巧。扳手的使用开口扳手开口扳手使用及注意事项:优点:比梅花扳手更方便接近紧固件适用区域:在空间相对开阔的工作区域使用方法:扳手开口啮合面必须与螺母和螺栓头的方表平面,慢慢施加拧转力矩1)口扳手的形状——直线杆、弧线杆、S杆、厚杆、薄杆、斜开口等,根据工作需要,灵活快速选用准确尺寸、形状和厚度的开口扳手2)加力矩时,禁止使用冲击力矩(即快速扳转扳手)梅花扳手梅花扳用使用与注意事项:优点:能把螺母和螺栓头完全包围,所以在工作时不会损坏紧固件或从紧固件上滑落。适用区域:在空间相对开阔的工作区域,可用于六角形和梅花形紧固件的拆装。使用方法:沿紧固件轴向插入扳手,缓慢施加拧转力矩。使用注意事项:2)梅花扳手的形状——直线杆、弧线杆、S杆、厚杆、薄杆、斜开口等,根据工作需要,灵活快速选用准确尺寸、形状和厚度的开口扳手。3)施加力矩时,禁止使用冲击力矩(即快速扳转扳手)。组合扳手组合扳手图例组合扳手使用与注意事项:优点:具有开口、梅花扳手的双重优点适用区域:在空间相对开阔的工作区域使用方法及注意事项:与开口扳手使用方法相同棘轮扳手.棘轮扳手(又名嘎啦啦)的图例介绍棘轮扳手使用方法和注意事项:优点:可连续转动扳手进行拧紧或拧松紧固件,拧转效率比开口扳手等更高;旋转方向说明:旋转方向有ON(顺时针)和OFF(逆时针)标识,分别标在棘轮两面靠近圆口处。适用区域:在任何大小合适的空间区域都适用使用方法:选择合适的转接杆、套筒头、或块扳手组合使用使用注意事项:紧固力矩不能过大,否则会损坏棘轮机构。其它要求与开口扳手的相同。活动扳手活动扳手使用方法活动扳手使用注意方法活动扳手的使用方法除一个问题外与呆扳手完全相同,扳手开口于所需紧固或拆卸的目标件紧密吻合,目标要进入开口深处,与扳手紧固面保持水平。活动扳手与紧固面倾斜、在手柄上插管子使用,用锤子敲击都是不允许的。使用时一定要注意旋转方向。内六角扳手内六角扳手使用及注意事项(1)扳手形状:有T形和L形两种,使用时根据工作需要选择。(2)适用范围:套筒头螺丝钉、螺栓拆装的专用扳手。如:仪表固定螺钉、部分接近盖板等。(3)使用方法:选用尺寸准确的内六角扳手,将六角头插入套筒形紧固件的凹坑到底,然后缓慢施加旋转力矩,以免紧固件被损坏,同时所加力矩不能过大。内六角扳手钩扳手.侧钩扳手图例与使用介绍钩扳手活动侧钩扳手图例与使用介绍钩扳手.可调竖钩扳手图例与使用介绍勾扳手竖孔活动钩扳手图例与使用介绍螺钉旋具螺刀头螺刀头形状图例介绍:螺刀头的选择与使用注意事项:适用范围:螺丝钉、部分螺栓紧固件的拆装。使用注意事项:(1)螺刀头形状、尺寸大小,必须与所拆装的螺丝钉的槽口形状、尺寸大小完全一致,且完全啮合;(2)加旋转力时,螺刀头不能打滑,否则会损坏螺丝钉头,造成拆卸困难;螺刀手柄.螺刀的使用方法介绍螺刀手柄的使用注意事项:“S形手柄”:适用于垂直方向空间受限制,但手柄转动方向不受限制的螺丝钉的拆装情况。“一字形手柄”:是最普通的螺刀手柄。对任何普通螺刀手柄的使用方法如下:①用力技巧:三分压力,七分旋转力。②加力角度:手柄始终与螺丝钉的紧固平面相垂直。③螺刀手柄握法如下:注意“三点一线”,以确保手柄方向与螺丝钉紧固平面垂直。“快速棘轮手柄”使用注意事项:①基本使用方法:与普通螺刀手柄要求相同。②优点:能够对螺丝钉快速完成拆装工作;另外,磁性螺刀手柄前端带有磁铁,可以吸附铁质螺钉,同时螺刀头可以更换,可以起到磁性探棒的部分作用③使用注意事项:禁止防磁区域使用磁性螺刀(例如电子设备舱等)仪表螺刀(仪表起)仪表起电动螺刀电动螺刀常用钳子的使用剥线钳剪钳、尖嘴钳、平口钳尖嘴钳的使用方法与注意事项平口钳/钢丝钳的使用方法与注意事项平口钳剪线材方法与尖嘴钳的方法相同剪钳的使用方法与注意事项剪钳轴口剪线材的正确方法尖嘴钳的相同大力钳大力钳使用注意事项.鹰嘴钳图例介绍注意事项:当鹰嘴钳钳齿较深时,必须对工件进行保护卡簧钳卡簧钳使用注意事项手钳榔头榔头使用电钻电钻图例电钻的分类:手电钻、冲击钻、锤钻。手电钻的主要构成:钻夹头、输出轴、齿轮、转子、定子、机壳、开关和电缆线手电钻使用时的握法如图所示。在进行钻孔之前,先确定需钻孔的大小来选择相应的钻花,并正确的将钻花进行安装。将电钻接通电源后,如图示握住电钻,将钻花头对准目标钻点,按动开关按钮,即开始钻孔工作,如果钻孔过程较长,可选择按下锁定按钮,这样就可以不用一直按着开关按钮而长时间钻孔(即锁定了钻孔动作)。手电钻使用时的主要注意事项:1、金属外壳要有接地或接零保护;塑料外壳应防止碰、磕、砸,不要与汽油及其他溶剂接触。2、钻孔时不宜用力过大过猛,以防止工具过载;转速明显降低时,应立即把稳,减少施加的压力;突然停止转动时,必须立即切断电源。3、安装钻头时,不许用锤子或其他金属制品物件敲击,手拿电动工具时,必须握持工具的手柄,不要一边拉软导线,一边搬动工具。4、较小的工件在被钻孔前必须先固定牢固,这样才能保证钻时使工件不随钻头旋转,保证作业者的安全。5、外壳的通风口(孔)必须保持畅通;必须注意防止切屑等杂物进人机壳内。磨光机磨光机的使用,使用条件是保持全身稳定状态,特别是高速旋转时,应保持开关的可靠性,关掉开关就停止旋转,这种安全上的基本操作非常重要。管钳管钳也称为管扳手,管钳使用注意事项:使用管钳返回时,可动体挂着不动,稍拉手柄就返回,这样做仅是管钳主题的齿在管面上打滑,只有收紧时才使之咬住。油脂枪油脂枪是给润滑脂螺纹接头提供润滑脂的工具,可用于轴承的润滑。油脂油枪由手柄,枪头,枪管,拉手四部分构成(如图示)油枪注意事项:1、油枪注油嘴轴线与被注油嘴的安装平面垂直2、注油压力低于2500psi3、必须把被注油润滑点的旧油全部挤出,一直到新油出来为止4、注油结束后,把注点周围的油脂清洁干净挫刀:挫刀是用高碳钢T13或T12制成的,淬火后的硬度为HRC62-67。挫刀分为普通挫、特种挫和整形挫三类。普通挫又分为平挫、方挫、圆挫、半圆挫和三角挫等;特种挫分直挫和弯挫等;整形挫俗称组挫,由许多各种形状和断面的挫刀组成一套。还有粗挫刀、细挫、双细挫刀和油光挫刀。挫刀用途及种类挫刀必须装柄后方可使用,否则挫刀的尾尖有可能扎伤手及手腕或身体的其他部位。要正确的使用挫刀。一般用右手握紧挫柄,左手握住或扶住挫刀的前边,两只手均匀用力,推进挫刀;断面比较小的挫刀在使用时,施力不要过大,以免使挫刀折断;挫削速度不要过快,一般在每分钟20~60次为宜。挫刀和挫柄上防止油脂污染,正在挫削的工件表面也不宜被油脂污染。防止挫刀打滑,造成事故。挫削时不要用嘴吹切屑,以防切屑飞入眼内;也不要用手去清除切屑,以防切屑扎破手指和手掌,应该使用刷子清扫除掉。挫刀用后,应妥善放置,不应重叠摆放,以免损坏挫齿;放在操作台上时,不要露出台面,以防掉下伤脚。严禁将挫刀做其他工具使用,不能当扁铲、撬棍使用,以防折断伤人。挫刀使用注意事项挫刀手锯锯条多用碳素工具钢和合金工具钢制成,并经热处理淬硬。手锯用途及种类手据应根据所加工材料的硬度和厚度去正确的选用锯条;锯条安装的松紧要适度,根据手感应随时调整。被锯割的工件要夹紧,锯割中不能有位移和振动;锯割线离工件支承点要近。锯割时要扶正锯弓,防止歪斜,起锯要平稳,起锯角不应超过15º,角度过大时,锯齿易被工件卡夹。锯割时,向前推锯时双手要适当的加力;向后退锯时,应将手锯略微抬起,不要施加压力。用力的大小应根据被割工件的硬度而确定,硬度大的可加力大些,硬度小的可加小些。安装或调换新锯条时,必须注意保证锯条的齿尖方向要朝前;锯割中途调换新条后,应调头锯割,不宜继续沿原锯口锯剖;当工件快被锯割下时,应用手扶住,以免下落伤脚。手锯使用注意事项手据丝锥和扳牙是切削内外螺丝的工具。一般用工具钢或高速钢制作,并经热处理淬火硬化。丝锥分为手用丝锥和机用丝锥二种;扳牙有圆扳牙和圆柱管螺纹扳牙。丝锥和扳牙用途及种类丝锥和扳牙攻丝时端面孔口要倒角;丝锥要与工件的孔同轴;攻丝开始时应施加轴向压力,使丝锥切入,切入几圈之后就不再需要施加轴向力。当丝锥校准部分进人螺孔后,每正转半圈到一圈就要退回1/4,1/2圈,使切屑碎断后再往下攻;攻下通孔时,要经常退出丝锥进行排屑。在钢类工件上攻丝时要加切削液在铸铁工件上攻丝时,可加少许煤油;用了头攻后,再用二攻、三攻时,必须将丝锥旋入螺孔。套丝时工件端部要倒角,扳牙端面应与工件轴线垂直;套丝开始时要施加轴向压力,转动压力相应的要大一些;当扳牙在工件上切出螺纹时,就不要再加压力。套丝时为使切屑碎断,排出及时,应经常的反转扳牙。工件应牢固地固定在夹、卡具上;当丝锥折断时,不要用手去触摸折掉处,用夹錾或样冲剔出断丝时必须要戴好防护镜。丝锥和扳牙使用注意事项丝锥和扳牙钳子用途及种类钳子常用于夹持小物件、切割金属丝、弯折金属材料等,维修中常用鲤鱼钳和尖嘴钳两种,按钳子的长度分为150、200、250毫米等多种规格。钳子使用注意事项(1)使用前应先擦净钳子上的油污,以免工作时滑脱而导致事故;使用后应及时擦净并放在适当位置。(2)钳子的规格应与工件规格相适应,以免钳子小工件大造成钳子受力过大而损坏。(3)严禁用钳子代替扳手使用,以免损坏螺栓、螺母等工件的棱角。(4)使用时,不允许用钳柄代替撬棒使用,以免造成钳柄弯曲、折断或损坏,也不可以用钳子代替锤子敲击零件。钳子
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 damiki
damiki
本文标题:常用机械工具介绍(PPT57页)
链接地址:https://www.777doc.com/doc-124670 .html