您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 国内外标准规范 > GBT 3090-2020 不锈钢小直径无缝钢管
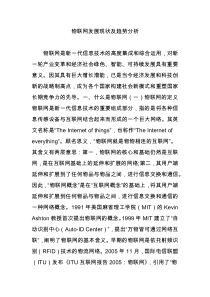
书书书犐犆犛77.140.15犎48!#$%&’’()*犌犅/犜3090—2020!GB/T3090—2000!#$%&’(#)犛犲犪犿犾犲狊狊狊犿犪犾犾犱犻犪犿犲狋犲狉狊狋犪犻狀犾犲狊狊狊狋犲犲犾狋狌犫犲狊20200428*+20201101,-’(+,-./012’()*3/0456*+书书书前 言 本标准按照GB/T1.1—2009给出的规则起草。本标准代替GB/T3090—2000《不锈钢小直径无缝钢管》,与GB/T3090—2000相比,主要技术变化如下:———修改了规范性引用文件(见第2章,2000年版的第2章);———修改了分类方法(见第3章,2000年版的第3章);———增加了订货内容(见第4章);———增加了钢管尺寸规格(见表1);———删除了标记示例(见2000年版的4.6);———修改了通常长度要求(见5.3.1,2000年版的4.3.1);———修改了定尺长度和倍尺长度要求(见5.3.2,2000年版的4.3.2);———修改了钢的牌号表示方法及化学成分(见表3,2000年版的表3);———增加了钢的冶炼方法及钢管的制造方法(见6.2);———修改了交货状态要求(见6.3,2000年版的5.2);———增加了硬态交货钢管的力学性能要求(见6.4);———修改了钢管的力学性能及钢的密度(见表4,2000年版的表4);———删除了液压试验要求,增加了气密性试验要求(见6.6,2000年版的5.4.2)。本标准由中国钢铁工业协会提出。本标准由全国钢标准化技术委员会(SAC/TC183)归口。本标准起草单位:常州市联谊特种不锈钢管有限公司、浙江中达特钢股份有限公司、浙江久立特材科技股份有限公司、山西太钢不锈钢钢管有限公司、宝钢特钢有限公司、中兴能源装备有限公司、冶金工业信息标准研究院。本标准主要起草人:贾松、陈丽敏、徐俞生、蔡志刚、王伯文、沈忆、仇云龙、董莉、徐朱莉、吴利阳、罗霞、马亮、朱卫飞、侯楠、李奇。本标准所代替标准的历次版本发布情况为:———GB/T3090—1982、GB/T3090—2000。Ⅰ犌犅/犜3090—2020不锈钢小直径无缝钢管1 范围本标准规定了不锈钢小直径无缝钢管的分类、订货内容、尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、包装、标志及质量证明书。本标准适用于航空航天、机电、仪器仪表元件、医用针管等一般用途公称外径不大于6mm的不锈钢无缝钢管(以下简称钢管)。2 规范性引用文件下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T222 钢的成品化学成分允许偏差GB/T223.11 钢铁及合金 铬含量的测定 可视滴定或电位滴定法GB/T223.25 钢铁及合金化学分析方法 丁二酮肟重量法测定镍量GB/T223.28 钢铁及合金化学分析方法 α安息香肟重量法测定钼量GB/T223.59 钢铁及合金 磷含量的测定 铋磷钼蓝分光光度法和锑磷钼蓝分光光度法GB/T223.60 钢铁及合金化学分析方法 高氯酸脱水重量法测定硅含量GB/T223.63 钢铁及合金化学分析方法 高碘酸钠(钾)光度法测定锰量GB/T223.84 钢铁及合金 钛含量的测定 二安替比林甲烷分光光度法GB/T223.85 钢铁及合金 硫含量的测定 感应炉燃烧后红外吸收法GB/T223.86 钢铁及合金 总碳含量的测定 感应炉燃烧后红外吸收法GB/T228.1 金属材料 拉伸试验 第1部分:室温试验方法GB/T244 金属管 弯曲试验方法GB/T246 金属材料 管 压扁试验方法GB/T2102 钢管的验收、包装、标志和质量证明书GB/T2975 钢及钢产品 力学性能试验取样位置及试样制备GB/T4334—2020 金属和合金的腐蚀 奥氏体及铁素体奥氏体(双相)不锈钢晶间腐蚀试验方法GB/T11170 不锈钢 多元素含量的测定 火花放电原子发射光谱法(常规法)GB/T20066 钢和铁 化学成分测定用试样的取样和制样方法GB/T20123 钢铁 总碳硫含量的测定 高频感应炉燃烧后红外吸收法(常规方法)3 分类钢管按加工状态分类如下:a) 软态:钢管经固溶处理后的状态;b) 硬态:钢管经相当程度冷变形加工的状态,抗拉强度不小于850MPa;c) 半硬态:钢管变形程度小于硬态加工变形的状态,其力学性能介于软态和硬态之间。1犌犅/犜3090—20204 订货内容按本标准订货的合同或订单应包括下列内容:a) 本标准编号;b) 产品名称;c) 钢的牌号;d) 尺寸规格;e) 订购的数量(总重量或总长度或支数);f) 交货状态;g) 特殊要求。5 尺寸、外形、重量及允许偏差5.1 外径和壁厚5.1.1 钢管按公称外径(犇)和公称壁厚(犛)交货。根据需方要求,经供需双方协商,钢管也可按公称内径(犱)和公称壁厚或公称外径和公称内径交货。5.1.2 钢管的公称外径(犇)和公称壁厚(犛)应符合表1的规定。表1 钢管的外径和壁厚单位为毫米公称外径犇公称壁厚犛0.100.150.200.250.300.350.400.450.500.550.600.700.800.901.000.300.350.400.45××××××0.500.550.600.700.80×××××××××××××××0.901.001.201.60×××××××××××××××××××××××××××××2.002.202.502.803.003.20×××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××2犌犅/犜3090—2020表1(续)单位为毫米公称外径犇公称壁厚犛0.100.150.200.250.300.350.400.450.500.550.600.700.800.901.003.403.603.804.004.20×××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××4.504.805.005.506.00××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××5.1.3 根据需方要求,经供需双方协商,可供表1规定以外尺寸钢管,其尺寸允许偏差执行相邻较大规格的规定。5.2 外径和壁厚的允许偏差5.2.1 钢管按公称外径和公称壁厚交货时,其公称外径和公称壁厚的允许偏差应符合表2的规定。5.2.2 钢管按公称内径和公称壁厚或公称外径和公称内径交货,其公称外径、公称壁厚的允许偏差应分别符合表2的规定,公称内径的允许偏差由供需双方协商确定。5.2.3 当需方未在合同中未注明钢管尺寸精度等级时,按普通级供货。表2 尺寸允许偏差单位为毫米钢管尺寸允许偏差普通级高级公称外径犇≤1.00±0.03±0.02>1.00~2.00±0.04±0.02>2.00±0.05±0.03公称壁厚犛<0.20+0.03-0.02+0.02-0.010.20~0.50±0.04±0.03>0.50±10%犛±7.5%犛5.3 长度5.3.1 通常长度钢管的通常长度为300mm~4000mm。5.3.2 定尺长度和倍尺长度根据需方要求,经供需双方协商,并在合同中注明,钢管可按定尺长度或倍尺长度交货。定尺长度3犌犅/犜3090—2020允许偏差为+10 0mm,每个倍尺长度应留1mm~5mm的切口余量。5.4 交货形状钢管通常以直管交货。外径不大于2.00mm的钢管可以盘卷交货。5.5 端头外形钢管两端端面应与钢管的轴线垂直,并清除毛刺。5.6 重量钢管按实际重量交货,也可按理论重量交货。钢管的每米理论重量按公式(1)计算:犠=π1000ρ犛(犇-犛)……………………(1) 式中:犠———钢管每米理论重量,单位为千克每米(kg/m);π———3.1416;ρ———钢的密度,单位为千克每立方分米(kg/dm3),见表4;犛———钢管的公称壁厚,单位为毫米(mm);犇———钢管的公称外径,单位为毫米(mm)。6 技术要求6.1 钢的牌号和化学成分6.1.1 钢的牌号和化学成分(熔炼分析)应符合表3的规定。钢管按熔炼成分验收。根据需方需求,经供需双方协议,可供应表3以外牌号和化学成分的钢管。表3 钢的牌号和化学成分序号统一数字代号牌号化学成分(质量分数)/%CSiMnPSNiCrMoTi1S3040806Cr19Ni10≤0.08≤1.00≤2.00≤0.035≤0.0158.00~11.0018.00~20.00——2S30403022Cr19Ni10≤0.030≤1.00≤2.00≤0.035≤0.0158.00~12.0018.00~20.00——3S3160806Cr17Ni12Mo2≤0.08≤1.00≤2.00≤0.035≤0.01510.00~14.0016.00~18.002.00~3.00—4S31603022Cr17Ni12Mo2≤0.030≤1.00≤2.00≤0.035≤0.01510.00~14.0016.00~18.002.00~3.00—5S3216806Cr18Ni11Ti≤0.08≤1.00≤2.00≤0.035≤0.0159.00~12.0017.00~19.00—5C~0.706.1.2 需方要求进行成品分析时,应在合同中注明。成品钢管的化学成分允许偏差应符合GB/T222的规定。4犌犅/犜3090—20206.2 制造方法6.2.1 钢的冶炼方法钢应采用电弧炉加炉外精炼或转炉加炉外精炼,或电渣重熔方法冶炼。经供需双方协商,并在合同中注明,也可采用其他更高要求的方法冶炼。6.2.2 钢管的制造方法钢管应采用冷轧或冷拔方法制造。6.3 交货状态钢管以软态、硬态、半硬态交货。软态交货时推荐热处理制度见表4。6.4 力学性能软态交货钢管的力学性能应符合表4的规定。硬态交货的钢管抗拉强度应不小于850MPa。半硬态钢管的力学性能由供需双方协商确定。表4 钢管的推荐热处理制度及力学性能序号统一数字代号牌号推荐热处理制度抗拉强度犚mMPa断后伸长率犃a%不小于密度ρkg/dm31S3040806Cr19Ni101010℃~1150℃,急冷520357.932S30403022Cr19Ni101010℃~1150℃,急冷480407.903S3160806Cr17Ni12Mo21010℃~1150℃,急冷520358.004S31603022Cr17Ni12Mo21010℃~1150℃,急冷480408.005S3216806Cr18Ni11Ti920℃~1150℃,急冷520358.03 a对于外径小于3.20mm或壁厚小于0.30mm的较小直径和较薄壁厚的钢管,其断后伸长率应不小于25%。6.5 工艺性能根据需方要求,并在合同中注明,外径大于1.00mm的软态钢管可进行弯曲和/或压扁试验,试验要求由供需双方协商确定。6.6 气密性根据需方要求,并在合同中注明,钢管可逐根进行气密性试验,试验压力为0.59MPa~0.78MPa,稳压时间不少于10s,钢管不应出现泄漏现象。6.7 晶间腐蚀根据需方要求,并在合同中注明,对内径大于1.00mm的软态钢管可按GB/T4334—2020中E法的规定进行晶间腐蚀试验。试验后,试样不应出现晶间腐蚀倾向。6.8 表面质量钢管的表面应光亮、洁净,不应有折叠、裂纹。允许有不超过壁厚公差之半的轻微缺欠存在。5犌犅/犜3090—20207 试验方法7.1 钢管的化学成分分析取样按GB/T20066的规则进行。化学成分分析通常按GB/T11170、GB/T20123或其他通用的方法进行,仲裁时应按GB/T223.11、GB/T223.25、GB/T223.28、GB/T223.59、GB/T223.
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 zyh36951
zyh36951
本文标题:GBT 3090-2020 不锈钢小直径无缝钢管
链接地址:https://www.777doc.com/doc-12775301 .html