您好,欢迎访问三七文档
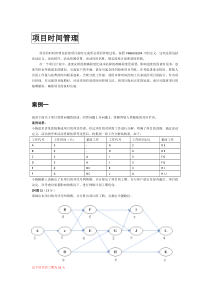
前言随着世界性能源紧缺和环保问题的日益突出,太阳能光伏产业正越来越受到人们青睐,世界各国都把太阳能光伏发电的商业化开发和利用作为重要的发展方向。在这样的背景下,XXXXXXXXXXXXX,把进军光伏领域作为创新产业的发展方向之一,XXXXX光伏玻璃厂应运而生。经过项目参与人员前期周密细致的市场调研和资料收集,与设备制造厂家的技术交流和学习,XXXXX光伏玻璃厂生产工艺基本形成。在此我们编辑成册,作为后续生产的指导性资料和员工培训教材。随着对行业知识的不断积累,我们将做进一步丰富和完善。参加编写人员:目录第一章光伏玻璃原片生产工艺流程(1)第二章配料系统(1)第三章熔解部分(8)第四章排烟系统(16)第五章压延部分(21)第六章退火部分(25)第七章冷端系统(32)第八章光伏玻璃钢化工艺流程(34)第九章玻璃深加工(35)第十章钢化系统(37)第十一章清洗包装(44)第十二章水处理系统(45)第十三章过程控制和信息管理(49)附录工艺布局图1第一章光伏玻璃原片生产工艺流程配配配配配配配配配配配配配配配配配配配配配配配配配配配配第二章配料系统一、玻璃料方XXXX光伏玻璃生产,采用具有自主知识产权的太阳能光伏玻璃料方。1、玻璃的物理性能:(暂定)物理性能XXX光伏玻璃料方比重(g/cm3)2.500±0.005软化温度(℃)715±3膨胀系数(10-7/℃)89±0.7T546(波长400nm-1100nm)%91min2、玻璃的化学成份(暂定)氧化物(%)光伏玻璃料方氧化物(%)光伏玻璃料方SiO2余量CaO10.0±0.2Al2O31.0±0.02Sb2O30.35±0.02Na2O15.0±0.2CeO20.15±0.02Fe2O30.015Max2二、配料量的确定1、原料组成:低铁硅砂、碳酸钠、石灰石、氧化铝粉、硝酸钠、氧化铈、三氧化二锑等共7种主要原料。2、每天最大配料量窑炉最大引出量为250吨,综合合格率80%,B/C以80/20计算,玻璃形成率以84.1%计算:250×0.8/0.841=237.8T/D3、每种原料的使用量原料日用量干基(T/D)日用量(T/D)月用量(T/M)年用量(T/A)水分%损失%硅砂155.00163.164894.695873652石灰石40.040.41212.001454411纯碱56.8057.361721.0420652.4811氧化铝粉2.212.2366.9780411硝酸钠0.940.9628.76345.1721氧化铈0.30.319.18110.1621三氧化二锑0.60.6118.36220.32214、化工原料库储备量表:原料名称储存量(T)储存期(D)硅砂734245石灰石121230纯碱172130氧化铝粉66.9730硝酸钠28.7630氧化铈9.1830三氧化二锑18.36305、粉料仓储存量原料名称储存量(T)储存期(D)硅砂2001.23石灰石501.3纯碱701.2氧化铝粉52.2硝酸钠33.1氧化铈39.7三氧化二锑34.9三、原料运输及储存1、原料运输所有原料运输过程中,运输工具要保持清洁,防止原料及外包装污染。●硅砂年需低铁硅砂58736T,由安徽凤阳供应,袋装汽车或火车运输进厂,储存于硅砂库内。可储存硅砂7342T,满足约45天的用量。●石灰石年需要量为14544T。铁路或汽车运输进厂。储量1212T,满足约30天的用量。●纯碱年需要量为20653T,袋装汽车或火车运输进厂,储量1721T,满足约30天的用量。●硝酸钠年需要量为345.2T,袋装汽车运输进厂,储量28.76T,满足约30天的用量。●三氧化二锑年用量为220T,袋装汽车运输进厂,储量18.36T,满足约30天的用量。●氧化铝粉年用量为804T,袋装汽车运输进厂,储量66.97T,满足约30天的用量。●氧化铈4年用量为110T,袋装汽车运输进厂,储量9.18T,满足约30天的用量。2、原料储存原料储存要求通风干燥,环境清洁无污染。冬季通暖保温,温度不低于10℃,防止原料结块。1)干燥方式:为了有效避免干燥过程中将铁粉等带入原料,不设硅砂干燥系统,在原料订货时按照工艺要求严格控制水分,并保证运输过程中包装的可靠性,符合采购标准的硅砂方能进入原料库。2)硅砂入库方式:吨袋经叉车铲运进入原料库待用。四、粉料输送及储存所有原料在输送过程中,尽量减少与金属接触机会,硅砂进入料仓前要进行磁选。原料储存料仓增加隔离措施,防止将金属带入原材料中。1、输送方式:1)硅砂经叉车转运至厂房一层提升机、皮带机及磁选机送入硅砂料仓。2)其余粉料从化工原料库铲运到吊装口吊上5层,人工倒料。2、设备规格:1)料仓设计条件:●最大粉料比80%●料仓满后使用28小时●料仓数量11个2)料仓容积硅砂:2个筒形料仓,每个100,内衬为8mm高分子PE板;石灰石:1个筒形料仓,50T,内衬为8mm高分子PE板;纯碱:1个筒形料仓,70T,内衬为8mm木板;硝酸钠:1个筒形料仓,3T,内衬为8mm高分子PE板;焦锑酸钠:1个筒形料仓,3T,锥体内衬为8mm高分子PE板,侧壁涂敷耐磨涂料;5氧化铝粉:1个筒形料仓,5T,锥体内衬为8mm高分子PE板,侧壁涂敷耐磨涂料;氧化铈:1个筒形料仓,3T,锥体内衬为8mm高分子PE板,侧壁涂敷耐磨涂料;备用料仓:3个筒形料仓,两个20T,一个3T,锥体内衬为8mm高分子PE板,侧壁涂敷耐磨涂料。吊装口行车:2台,规格为5T,2台可以同时运行。提升机1台,能力30T/Hr,头尾轮间距42m,功率15Kw。料斗内用8mm厚高分子PE板防护。皮带输送机1台,能力30T/Hr,功率2.2Kw。壳体内壁用喷塑处理,厚度大约0.5mm。每个原料料仓口的篦子用磁性材料制造,每天人工清理一次。五、原料的称量及混合系统粉料仓中的各种粉料按配比设置五台电子秤,其中硅砂由一台电子秤,纯碱、石灰石由一台电子秤,氧化铝粉和1#备用料仓共用1台电子秤,硝酸钠和2#备用料仓共用1台电子秤,氧化铈、焦锑酸钠、备用料仓3共用1台电子秤,称量后的粉料经混合机进行混合,混合均匀的配合料卸入中间仓储存。配合料及碎玻璃按照粉料碎玻璃比要求,经电子秤准确称量后一起输送到窑头料仓。配料系统选用精度高、长期稳定性好、可靠性强、功能齐全、现代化监控与管理的电子秤和控制系统,控制系统集称量、混合于一体,使用国际通用工控软件(FIX),自动采集处理系统全过程的各类数据,CRT上动态显示工艺流程模拟图,直观显示生产过程和设备运行状态。称量动态准确度等级达到国际法制计量组织(OIML)《重力式自动装料衡器》中规定0.2级要求,其静态精度可达1/2000,动态精度可达1/1000。并具有数字显示、图表打印、故障报警和人机对话等现代化管理功能。决定玻璃配合料质量的关键设备是混合机,选用进口混合机对称量后的粉料进行均匀混合。该混合机具有结构先进、质量可靠、寿命6长、混合均匀度高、维修少、耐磨等特点。1、配料工艺要求:称量及混合设备能力满足每24小时配料100次,每次3吨;称量的动态精度为1/1000;混料机混料量3000Kg/次;配料周期约8.0min。配料混合均匀度达到95%以上。配合料含水量4%,洒水温度80℃硅砂水分测试在线连续测试,与硅砂称量值相互通讯,参与计算。2、电子秤规格:1)数量共5套。2)硅砂电子秤1台,规格为2000Kg±2.0Kg。3)石灰石、纯碱共用1台电子秤,规格为1200Kg±1.2Kg。4)氧化铝粉、1#备用料仓共用1台电子秤,规格为100Kg±0.1Kg。5)硝酸钠、2#备用料仓共用1台电子秤,规格为50Kg±0.05Kg。6)氧化铈、焦锑酸钠、3#备用料仓共用1台,规格为20Kg±0.02Kg。3、给料方式及设备规格:1)料仓给料及秤斗排料采用电子振动料斗,秤斗内衬为UPE板;2)硅砂振动料斗2台,规格为1000Kg;3)石灰石、纯碱振动料斗各1台,规格为500Kg;4)氧化铝粉、备用料仓1振动料斗各1台,规格为50Kg;5)硝酸钠、备用料仓2振动料斗各1台,规格为50Kg。6)氧化铈、焦锑酸钠、备用3振动料斗各1台,规格为50Kg。4、防铁设计:1)秤斗及电子振动料斗内壁均为8.0mm厚UPE板衬里。2)混料机内壁为UPE板,混料刮板为超硬质合金板,底板堆积焊处理。六、混合料输送及储存1、工艺要求7配合料及碎玻璃的输送及储存要求不结块,所有与设备接触部位均增加隔铁措施。混合料皮带机运行100-120次/天,8min/次2、输送方式:1)混料机混合后的原料经提升机和皮带机送入中间料仓。2)混料机下设紧急放料口,错配料时,由此排出。3)混合料及碎玻璃经料仓下的电子秤,按照工艺设定的参数分别称量后,进入混合料输送皮带,输送到炉前料仓。3、设备规格:1)混合机下输送皮带机1台,宽800mm,能力40T/h。2)混合料提升机1台,能力40T/h。3)混合料料仓1台,容积25T/台。4)碎玻璃料仓容积100T,1台。5)混合料振动料斗2台,规格为1000Kg。6)碎玻璃振动料斗1台,规格为1500Kg。7)混合料电子秤1台,规格为2000Kg±2.0Kg。8)碎玻璃电子秤1台,规格为1500Kg。9)混合料输送皮带2条,宽度650mm,能力30t/h。4、防铁设计:1)粉料料仓、秤斗及电子振动料斗内壁均为6.0mm厚聚四氟乙烯衬里。2)碎玻璃料仓、秤斗及电子振动料斗内壁均为耐磨堆积焊处理。3)混料机下的粉料输送皮带用8mm厚聚四氟乙烯板做刮板、溜槽。4)混合料输送皮带的挂板、溜槽内壁均为耐磨堆积焊处理。5)粉料皮带机按照1台永磁型除铁器,人工定期清扫。6)混合料输送皮带每条按照1台永磁型除铁器及1台自动除铁器。七、炉前送料系统1、设计条件炉前料仓打满后使用6小时。8投料机的选择要充分考虑防铁要求和熔化工艺的稳定。2、设备规格1)炉前料仓2台,容量80T。2)投料机:采用7台螺旋投料机(6用1备);投料速度为变频控制,能力1-5T/h台。3、分料方式:1)粉料皮带:活动皮带机。2)下料口6个。4、防铁设计:1)炉前料仓内壁为耐磨堆积焊处理。2)螺旋投料机内壁及与混合料接触的部位均为耐磨堆积焊处理。八、配料工序工艺管理项目工艺管理项目管理标准管理频度记录检查方法异常处理方法责任者检查者混料时间4min每次配料时间设定仪器设定重新设定技术员技术主管洒水量见工艺文件每次配料点检记录仪器设定电器/仪表处理操作工技术主管电子秤精度4/1000/台1次/天AC校称砝码校验电器/工艺校称技术员技术主管硅砂干燥温度250~350℃每天温度设定仪表设定重新设定操作工技术主管玻璃理化性能暂不公开1次/天不公开理化分析料方调整技术员技术主管第三章熔解部分一、基本目标及方案1、熔解缺陷:6%左右2、采用的技术:1)投料用螺旋投料机6台,上部采用矮碹结构进行投料口空间封闭。2)设置窑坎。93)设置流液洞。4)横通路、流道全分割。5)熔化池窑坎前深度1300mm,窑坎后池深1200mm,工作池、通道深度分别为1200mm,400mm。6)设置小卡脖,配备水平搅拌器。二、熔窑示意图250T/D一窑两线光伏玻璃窑炉示意图三、池炉工艺参数1、引出量1)正常引出量:250T/D。2)最大引出量为:280T/D。2、熔化率1)一般性经验数据:0.90~1.1T/D.M2。2)XXX光伏玻璃厂池炉正常生产取0.98,最大1.1。即:ρ=0.98T/D·M2。103、玻璃也深度光伏玻璃透过率高,池底温度相应较高。XXX光伏玻璃池炉窑坎前玻璃液深度取1200mm,窑坎后玻璃液深度1100mm。四、池炉结构1、几何尺寸1)池炉面积S=250/0.98=255M2(按长宽比参数,最终取254M2)2)长宽比XXX光伏玻璃池炉长度为29.5米,宽度为8.6米。长宽比:29.5/8.6=3.43。2、流液洞及卡脖1)流液洞作用:流液洞主要作用是调整玻璃液温度。玻璃液在熔化池由1400℃经过流液洞及卡脖要降温度到125
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 d2198017
d2198017
本文标题:光伏玻璃工艺描述
链接地址:https://www.777doc.com/doc-1294925 .html