您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 卡车车身内饰装配工艺
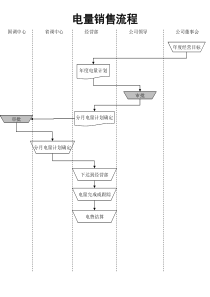
184第五篇内饰装配第一章内饰装配工艺基础5.1.1什么是装配?装配是按规定的技术要求,将各零部件进行必要的配合和联接,使其组合成产品的过程。5.1.2车身厂驾驶室内饰装配按工艺过程分哪两类?为什么进行如此分工?按工艺过程分为总装和分装:(1)进行分工是为了满足大批量生产物流合理的需要;(2)是为了工位分配更合理;(3)是为了尽量做到工人操作过程的简单化和专一化,便于提高工人的熟练程度,尽量减少装配总工时,提高装配质量。5.1.3我厂内饰车间装配使用的高压气的额定压力为多少?风动工具所使用的高压气压为6105Pa,平头车底部气路检验使用的高压气压力为8105Pa。5.1.4简述我厂常用风动起子的使用方法。首先在风动起子尾部接上气管,通入高压气,将尾部悬转阀转动,在旋转阀处于行程中间位置时将起子头插入风动起子头部,此时风动起子已经可以使用,此时若要进行拧紧装配,将旋转阀顺时针旋转,手握风动起子,起子头插入螺钉或螺栓的槽内向前推,风动起子即进行拧紧作业,收回时风动起子自动停止转动;若要进行拧松操作,将旋转论著逆时针旋转并进行其他相同操作即可。5.1.5简述我厂常用风动扳手的使用方法。首先在风动扳手尾部接上气管,通入6×105Pa高压气,手握风动扳手手柄,食指或中指按住开关,按动开关下部时扳手进行拧紧作业,按动开关上部时扳手进行拧松作业。5.1.6选择起子头时为什么要选择与所装配的标准件槽号相同的起子头?185我厂常用的M4,M5,M6,M8螺栓所对应的起子头槽号分别是多少?选择与所装配的标准件槽号相同的起子头是为了:(1)保证拧紧标准件,不致松动;(2)保护标准件和起子头不受损伤。M4,M5,M6,M8螺栓所对应的起子头槽号分别为:2,2,3,4(少部分M8螺栓槽号为3)5.1.7选择套筒头时为什么要选择与所装配的标准件头部对边尺寸相同的套筒头?我厂常用的M6,M8,M10,M12,M14,M16,M20,M22螺栓头部对边尺寸分别为多少?选择与所装配的标准件头部对边尺寸相同的套筒头是为了:(1)保证拧紧标准件,不致松动;(2)保护标准件和套筒头不受损伤。M6,M8,M10,M12,M14,M16,M20,M22螺栓头部对边尺寸分别为10mm、13mm、16mm、18mm、21mm、24mm、30mm、34mm。5.1.8为什么对一些特定的螺纹联接部位要严格进行扭矩控制?在汽车上有一些螺纹联结部位的牢固程序牵涉到汽车的使用性能,甚至安全性能,必须严格保证螺纹连接的紧固程度,既不能太松以致松脱,也不至于太紧而使用权活动部位不能活动,因此必须严格控制这些螺纹联结的扭矩。5.1.9我厂现有和在建的内饰装配线及储存线运输有哪几种形式?普通旋链式、推杆悬链式、板链式、地拖链式、地面轨道式、滑橇式。其中普通悬链式和推杆悬链式是空中运输形式,其他均为地面运输形式,推杆悬链控制灵活,可以随意挑选储存段中任一台车经过倒运后送到装配点,而普通悬链却只能按挂车的先后顺序进行,普通悬链式和推杆悬链式适用于储存线,板链式和地托链式能够严格控制运输节奏,但地托链式稍灵活,可以通过人推的方法人为加快局部节奏,板链和地托链适用于装配线,地面轨道式虽然比较灵活,但由于整个车流的运动全靠人工推动,因此效率很低,人力浪费大,滑橇式则是方便灵活的地面输送方式,也可以取任一台车到指定地点,效率高,适用于储存线和装配线。5.1.10零部件运输和盛放为什么要用工位器具?(1)保护零部件,防止零件表面的磕碰和划伤及变形,减少质量影响因素;(2)保证物流顺畅,现场整齐、整洁;(3)工人拿取、放置零件方便,减少工时;(4)工位器具可以对零部件进行定额管理,方便生产组织和零部件的库存管理。5.1.11升降段接车操作规范有那些?(1)生产过程中升降段上有驾驶室降落或提升时升降段洞口下方接车区域不允许任何人进入,维修工进行紧急维修时升降段需入于停止状态,并做好相应防护措施;186(2)装配台车在驾驶室降落前准备到位;(3)操作升降段控制按钮让驾驶室下降到位于台车上方约0.5米时停止下降,对台车位置进行微调,使之与驾驶室对准。(4)操纵控制按钮使驾驶室准确地降落到台车上,要求驾驶室后托架翻边超出台车支撑架长度在10-30mm;(5)摘下吊钩和车门辅钩,将辅钩挂在吊钩上,操纵控制按钮使吊具上行入推杆链轨道后将台车和关上车门的驾驶室推出接车区域;(6)接车区域不能进行装配操作,更不能在驾驶室还未落到台车上时进行装配操作。5.1.12驾驶室在升降段、电葫芦或天车上进行操作时为什么驾驶室底下不能有行人?保证安全,防止发生意外安全事故。5.1.13驾驶室在推杆链上及升降、提升、发送时为什么要采用开门吊挂的方式,同时在吊钩上采用辅钩?采用开门吊挂的方式是因为关门吊挂时容易造成车门门框变形,影响车门密封性,而开门吊挂时由于门框不受力不会变形,采用辅钩的目的是让车门在开门吊挂的方式下开度尽量小,减小驾驶室的投影面积,减小驾驶室与周转物体碰撞的可能性。5.1.14装配制动系统管路的要求有哪些?(1)各种管接头的装配必须在清洁的环境和洁净的工作台上进行,必须保证各种管接头的螺纹与锥面的清洁,不得有任何尘污带进管接头内和与管接头相接的零件中;(2)装配时注意保持管接头的自然状态,不得使螺纹有划伤或破损现象;(3)在管接头螺纹和锥面上涂一薄层W-1液态密封胶,注意不能让胶流到管口里面;(4)管口涂胶时用小号油画笔;(5)拧紧管接头时应先用手拧几扣,然后用扳手拧紧;(6)平头车制动系统管路在驾驶室出厂前需检验管路密封性。5.1.15制动管路系统螺纹拧紧时都要有扭矩值要求,管径Φ8和Φ10的管路螺纹扭矩分别是多少?Φ8管路螺纹扭矩是30N.m,Φ10为35N.m。5.1.16分装40T-35004/05/06/07时用的台虎钳作用是什么?将管子定位和夹紧,便于拧紧螺纹,起到夹具的作用。1875.1.17分装11T-08020时有何质量要求?(1)开口挡圈卡固牢靠;(2)加速推杆在装配后转动灵活,无发卡现象5.1.18开口挡圈如何装配到位?将开口挡圈插在销子的装配槽中,将开口对准销子的中心线,用类嘴钳夹住开口挡圈的边缘,用板金锤将开口挡圈敲到销子上(如图5-1)图5-15.1.19在分装17S-03050,50S-02010-B,50S-02080,50S-02060-B时为什么要涂工业锂基润滑脂?此处为活动副,为经常活动部位,涂润滑脂保持活动灵活。5.1.20在内饰装配工艺中用到哪几种润滑剂?分别用于哪些部位?(1)ZG-3钙基润滑脂用于各零部件活动副部位(2)滑石粉用于前后风窗密封条装配(3)液体石蜡用于三角窗装配5.1.21在内饰装配工艺中用到哪几种胶?分别用于哪些部位?(1)FN-303胶用于粘接顶棚(2)XH-30胶用于中窗框玻璃导轨槽及端盖的粘接(3)WX-905胶用于车门玻璃及托架粘接(4)LG-31胶用于内护板卡扣护套粘接(5)W-1胶制动系统管路接头处(6)丁基胶带粘接车门防雨薄膜(7)压敏胶布车门及中盖板表面5.1.22在分装转向传动装置时为什么不能将调整手柄转圈?东风平头车为满足驾驶员操作舒适性,根据人体工程学的特点,专设方向盘可调功能,要求转向传动装置可以前后上下进行调整,为了实现需要调整时轻便而在不需要调188整时方向盘又不随意跑位,因而专门设置调整手柄机构。在需要进行方向盘调整时将手柄逆时针悬转松开锁止机构,而调整完后再将手柄顺时针旋转使机构锁止,手柄整个旋转的行程只有半圈。如果在分装时将手柄转圈,那么手柄就失去了原始的已经调整好的锁止状态,而在装配完后又由于驾驶室空间有限等原因而无法回到原始状态,从而失去正常的松开和锁止的功能,虽然可以进行非正常调整回位,但是要浪费人力和工具等资源,所以在分装时不能将调整手柄转圈。5.1.23用FN-303胶粘接顶盖内饰板时有那些注意事项?(1)如果顶盖粘接的内表面有污物,应该用干净的棉纱搽干净;(2)用毛刷在顶盖内表面涂胶时要求涂抹均匀,粘接部位保证都涂到,且尽量快;(3)涂胶后,应让胶在常温下凉置一定时间(约2分钟),凉置具体时间依据胶的粘度和气温而定,以用手接触胶面感觉胶料发粘,但不被手粘掉为止;(4)内饰板抹平时要求完全平整,表面不能有明显的波纹和皱褶,顶盖内饰板与顶盖间不能有空隙,各边角部位要充分塞入夹层中;(5)进行抹平时操作工带干净手套,不能在顶盖内饰板表面留下污迹;(6)防火。5.1.24粘接车门丁基胶带和防雨帘时有哪些注意事项?(1)车门里板上粘接丁基胶带的部位不干净时应该用干净抹布搽干净;(2)丁基胶带严格按车门里板上防雨帘涂胶线走向粘接,不得粘到涂胶线以外,丁基胶带不得有扭曲现象;(3)基胶带涂抹过程中用力均匀,不得有拉长变细和局部堆积现象;(4)粘贴防雨帘时注意粘贴平整,防雨帘超出丁基胶带的部分基本等宽。5.1.25平头车车门玻璃与托架用WX-905胶粘接后放置多长时间才能用于装车?72小时。5.1.26在平头销上装配开口销有什么要求?图5-2(1)开口销应充分插入平头销端部圆孔中,直到不能再继续插入为止;(2)开口销的两片开口均应该弯曲,不准只弯一片;189(3)开口销的两片开口应朝各自背后方向弯曲,并形成抱紧平头销的形状(如图5-2)。5.1.27装配平头车暖风操纵机构拉丝时应注意什么,如何进行调整?(1)第一档(最上面一档)操纵拉丝接暖风电机左侧风门控制机构,使暖风电机上风门控制杆处于行程上死点(进新鲜空气的风门打开)时操纵杆处于最左端;(2)第二档的两根拉丝分别接暖风装置右侧调温风门(头上带环的拉丝)和进水管阀门。先装配接调温风门拉丝,使操纵杆处于最右端且暖风装置上控制杆处于行程上死点装配拉丝夹片;后装进水管阀门拉丝,将操纵杆置于最左端,把拉丝尾部插入水管阀门的紧定螺钉,当阀门处于关闭状态时拧紧紧定螺钉并装配拉丝夹片;(3)第三档操纵拉丝接暖风装置分输板连动杆,使操纵杆置于最左端且分输板连动杆处于行程上死点时装配拉丝夹片;(4)拉丝护套端部超出拉丝夹片的长度5-10mm;(5)拉丝夹片卡固到位,防止松脱;(6)拉丝在装配时禁止扭转,装配完后不应有相互缠绕现象;(7)在各项装配和调整完成后第一、三档拉丝操纵杆处于行程最右端,第二档拉比丝操纵杆处于行程最左端。5.1.28在螺纹拧紧装配过程中,如何实现螺纹联结规定的扭矩值?(1)一般没有作物殊扭矩要求的螺纹联结靠风动工具的输出扭矩保证;(2)有特殊扭矩要求的螺纹联结靠定扭板手来保证,因为风动工具的输出扭矩在使用条件一定时基本为定值,不能保证特殊扭矩要求,另外风动工具的输出扭矩受所使用的气压、高压气质量、工具磨损情况影响较大,波动较大,因此不能用普通风动工具保证。定扭板手有手动和风动两种,由于风动定扭板手价格昂贵,同时我厂所使用的高压气含杂质较多,容易损坏,因此采用手动定扭板手。另外特殊扭矩要求还可以由带刻度盘的扭力扳手来实现,但操作起来比较麻烦,操作工一边拧紧,一边还要看刻度,而定扭板手只需听到达到扭矩值时发出的响声即可。5.1.29在装配时出现螺纹孔中有焊渣或漆渣怎么处理?出现略微的孔偏怎么处理?在装配时出现螺纹孔中有焊渣或漆渣用丝锥攻丝处理,若堵孔严重,则应先用锥子或钻头通孔,再用丝锥攻丝;出现略微的孔偏时用锥子将装配孔校正后装配。5.1.30装配线束、软管、拉丝有何要求?(1)装配时要求位置正确,线束上的色标要对准相应位置;(2)装配时各线束、软管、拉丝要理顺,不准有缠绕现象;(3)装配完后要用扎带、电线束夹片捆扎并固定。5.1.31装配油门踏板限位螺栓时螺栓伸出限位支架的高度为多少?怎么保190证?为什么要求此限位高度?平头车油门踏板限位螺栓伸出限位支架的高度是20mm,长头车为30mm;装配调整时靠高度卡规来保证;因为汽车油门加速器有一定调节范围,既不能太大,过大会引起失控飞车,也不能太小,过小会导致熄火,油门加速器在发动机工作时的最小值控制是由怠速操纵装置控制的,最大值控制就是由加速踏板限位螺栓来完成,螺栓的高度直接影响油门加速器调节范围的最大值
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 aawre
aawre
本文标题:卡车车身内饰装配工艺
链接地址:https://www.777doc.com/doc-1295940 .html