您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 圆锥孔螺母套加工工艺规程制定
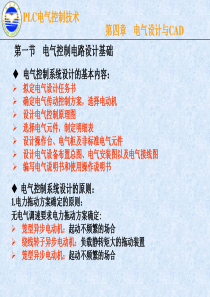
河北石油职业技术学院毕业论文(设计)说明书1摘要本设计题目为圆锥孔螺母套加工工艺规程制定,体现了车削加工工艺的设计的要求和内容,在紧固作用上有一定的设计意义。通过对该零件车削加工工艺设计,进一步加强了设计者对车削加工工艺设计的基础知识,使设计者在拟定工工艺分析方案过程中圆锥孔螺母套加工工艺规程制定关键词:圆锥孔螺母套加工工艺工艺规程制定毕业设计河北石油职业技术学院毕业论文(设计)说明书2目录摘要································································································1前言·································································································4第一章零件介绍··············································································61.1零件分析·················································································6第二章加工工艺分析········································································82.2材料性能分析···········································································82.2结构特点分析···········································································82.3尺寸及其精度分析·····································································82.4零件加工方法初定·····································································9第三章零件坯料设计······································································103.1毛坯材料的选择及要求······························································103.2毛坯尺寸设计··········································································103.3毛坯下料设计··········································································11第四章拟定加工路线······································································124.1加工工艺流程··········································································124.2粗、精加工基准的选择······························································124.3各加工阶段装备选择·································································134.3.1夹具的选择······································································134.3.2装夹方案·········································································144.3.3加工顺序及走刀路线··························································144.3.4刀具的选择······································································154.3.5切削用量的选择································································18第五章数控加工程序设计································································225.1粗加工程序设计·······································································22河北石油职业技术学院毕业论文(设计)说明书35.2精加工程序设计························································22第六章结论··································································29第七章致谢···············································································30参考文献·························································································31河北石油职业技术学院毕业论文(设计)说明书4前言数控加工是我们学习中的重要部分,数控机床是数字控制机床(Computernumericalcontrolmachinetools)的简称,是一种装有程序控制系统的自动化机床,该控制系统能够逻辑地处理具有编码或其他符号指令规定的程序,并将其译码,从而使机床动作数控折弯并加工零件。从20实际中叶数控技术出现以来,数控机床给机械制造业带来了革命性的变化,数控加工具有如下特点:加工柔性好,加工精度高,生产率高,减轻操作者劳动强度、改善劳动条件,有利于生产管理的现代管理的现在化以及经济效益的提高。数控机床是一种高度机电一体化上网产品,适应于多品种小批量零件、结构较复杂、精度要求较高的零件、需要频繁改性的零件、价格昂贵不允许报废的关键零件、要求精密复制较高的零件、需要缩短生产周期的急需零件以及要求100%检验的零件。数控机床的特点及应用范围使其成为国名经济和国防建设发展的重要装备。数控车床的加工是我们学习的重要部分,本零件(螺母套)是数控加工的典型代表,随着数控车床日异月新的发展,加工出来的零件越来越多样化,在生活中也就占据着举足轻重的作用。螺母也被称为螺帽,是和螺栓或螺杆一起配套使用的一种紧固件。螺母内侧有螺纹,可以与螺栓、螺杆连接,用以固定带有通孔的两个部件。螺母和螺栓、螺杆的连接属于可拆卸连接,当把螺母从螺栓、螺杆上旋下后,两个被连接的部件可分离,另外还有一种双线螺纹,与单螺纹相比就多了一个导程,起紧固作用。螺母中最常见的是普通外六角螺母,这种螺母有4mm到12mm等几个尺寸类型,可完成大部分的紧固工作。在普通六角螺母以外,防松螺母、锁紧螺母、保险螺母、旋入螺母、圆螺母、环形螺母及蝶形螺母等,也都是螺母常见的种类,螺母的应用广泛,所需要达到的质量标准也有很大差异,因此用来制造螺母的材质很多,主要有碳钢、不锈钢、高强度钢和塑钢等几个种类,其中碳钢螺母和不锈钢螺母较为常见,高强度钢螺母和塑钢螺母则多用于满足特殊环境要求。目前,螺母在生产生活中的使用极为广泛,特别是机械设备制造必须使用螺母。螺母属于标准化、通用化的产品,为了方便螺母的生产和使用,人们制定出螺母的尺寸、螺纹及相关参数标准,常见的有国标、英标、美标、德标和日标等。河北石油职业技术学院毕业论文(设计)说明书5可见,随着经济的发展,数控零件的加工日益普及,我们应跟上时代的步伐努力完善自我。河北石油职业技术学院毕业论文(设计)说明书6第一章零件介绍图1-1所示为锥孔螺母套零件,为单件小批量生产型品,根据零件工作环境与性能给定的要求,此配合件材料为45号钢,该零件形状由内外圆柱面,圆锥面,顺逆圆弧,内螺纹等组成。,此零件的直径尺寸和轴向加工尺寸加工精度较高,其给定的毛坯尺寸为φ75mm×85mm.1.1零件分析零件加工为成品时其用途是要达到预期效果的,而往往因为各方面的原因,零件的精确度总会受到一定的影响,所以零件的正确性需要在各个因素约束下才能达到。通过加工工艺的调整使零件在加工过程中达到要求的精度,是设计内容中的一个重要部分。从整体上分析该零件,从总体上分析,该零件主要由内外圆柱面,圆锥面,顺逆圆弧,内螺纹等组成。有较高的尺寸精度,表面粗糙度和形位公差。零件图尺寸标注完整,符合数控加工尺寸标注要求;轮廓描述清楚;零件材料为45号钢,不过从零件图样要求及材料来看,加工此零件的难度主要有三点:易受力变形、易受热变形、易振动变形,在切削力(特别是径向切削力)的作用下,容易技术要求1.锐角倒钝0.3×45°2.未注尺寸公差按IT12加工3.未注倒角1×45°4.材料:45号钢5.坯料尺寸:φ75×85河北石油职业技术学院毕业论文(设计)说明书7产生振动和变形,影响工件的尺寸精度、形状、位置精度和表面粗糙度。为了保证加工精度,经分析,零件用一次定位加工完成,按照基准面先行、先主后次、先孔后面、先粗加工后精加工的原则依次加工。河北石油职业技术学院毕业论文(设计)说明书8第二章加工工艺分析2.1材料性能分析任何一个机械产品都是由零件或部件组成的,而零件或部件在使用时都是承受外力的。金属材料在外力作用下所变现出来的性能叫力学性能。对于一个零件来说,材料的力学性能是最重要的,因此我们重点讨论。材料的力学性能主要包括材料的弹性与刚性,塑性,强度,硬度,韧性,疲劳破坏和疲劳极限。零件采用的45号钢,属于优质碳素钢,一般来说,当碳钢的含碳量小于0.9%时,随着钢中含碳量的增加,钢的强度和硬度上升,而塑性,韧性不断下降。而45号钢属于中碳钢,含碳量为0.45%,因此它具有较高的强度和硬度,及较好的塑性与韧性,切削加工性能也较好,不容易产生切削变形。有了这些优质性能,就从基本上避免了我们在加工零件中所担心和注意事项,从而保证加工精度和尺寸要求。2.2结构特点分析从图样看出该零件表面由内外圆柱面、圆锥面、顺圆弧、逆圆弧及内螺纹等表面组成,零件图尺寸标注完整,轮廓描述清楚完整,其中多个直径尺寸和轴向尺寸有较高的尺寸精度、表面粗糙度及形位公差,所以采用数控机床加工,仔细观察,该零件外表面由多个圆弧构成,内表面由螺纹,锥度,宽槽构成,还要钻孔,是个内表面较复杂的零件。如图所示它的最大直径为70mm,长度为76mm,属于直径较大而长度较短的零件,在加工完左端时需调头加工右端,所以在加工时最要注意的就是装卡,便于加工时的定位和加紧,装卡次数要少,避免在加工时产生变形,保证平稳和同轴。零件的结构应尽量采用标准化数值,以便使用标准化刀具和量具,同时还注意退刀和进刀,易于保证加工精度要求,减少加工面积及难加工表面等,所以在选材时长度选用长度为80mm,直径为φ75mm的圆钢,以便于保证加工精度。2.3尺寸及其精度分析零件图上的尺寸标注应适应数控加工的特点,在数控加工零件图上,应以同一基准标注尺寸或直接给出坐标尺寸。这种标注方法即便于编程,也便于尺寸之河北石油职业技术学院毕业论文(设
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 红粉逍遥
红粉逍遥
本文标题:圆锥孔螺母套加工工艺规程制定
链接地址:https://www.777doc.com/doc-1296494 .html