您好,欢迎访问三七文档
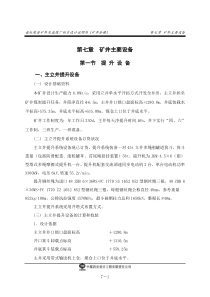
焊接技术讲义编者:Marvin2009年3月焊接技术学习重点•1,定义•2,焊接的基本要素•3,焊接对时间的要求•4,焊接对温度的要求•5,焊接对烙铁的要求•6,焊接对锡丝的要求焊接技术学习重点•7,零件焊接面锡点工艺要求•8,零件焊接方式•9,焊锡的作业顺序•10,焊锡方法•11,焊锡点工艺标准•12,常见焊锡不良定义什么叫焊接?焊接的目的是什么?焊接:锡丝因冶金反应与母材金属形成合金层,此合金层与母材连接形成一定强度的接头结构的过程.目的:将2个或2个以上的接点,利用锡稳固的结合在一起焊接的基本要素•1.烙铁.•2.锡丝.•3.焊接本体.•4.时间•5.温度.焊接对时间的要求1.单个焊接点的工作执锡时间不超过4秒.但也不少于1秒.2.PCB板焊接时间为:1~2秒.3.Pitch及Pin针小的接头其焊接时间为;1~2秒.4.表面镀镍之接头焊接时间为:2~6秒.5.大面积锡点(如焊铜箔)其焊接时间为:3~8秒.焊接对温度的要求•一般零件焊接温度为:350±10ºC.•喇叭.蜂鸣器焊接温度为:300±10ºC•软性接头及线路板焊接温度为:280±10ºC.•大面积锡点焊接温度要求为:380±10ºC.焊接对烙铁的要求•焊接PCB板上之电子元件及Pitch较小的接头需用30W恒温烙铁.•焊接一般的接头可用普通的45W烙铁•焊接大面积之锡点用60W烙铁焊接对烙铁的要求•烙铁的类型1,普通恒温焊烙铁2,控温烙铁(用于对温度比较敏感的电子元件或软性PCB板的焊接)•烙铁的结构烙铁咀烙铁架发热元件.传感器电源连接线焊接对烙铁的要求焊接对烙铁的要求•烙铁使用中的故障排除指南烙铁咀温度太低a.烙铁咀是否衍生氧化物.b.烙铁咀是否破损.c.发热元件破损或发热元件电阻值过小.(2.5~3.5Ω)焊接对烙铁的要求•烙铁使用中的故障排除指南烙铁咀不上锡a.烙铁温度是否过高.b.烙铁咀附的氧化物未清洗掉.焊接对烙铁的要求•焊烙铁的维护1,应定期清理焊接过后烙铁咀的残余焊剂所衍生的氧化物和碳化物.2,长时间使用时,应每周拆开烙铁头清除氧化物.3,不使用焊接时,不可让焊烙铁长时间处于高温状态,否则会使烙铁导热减退.4,使用过后,应擦净烙铁咀,镀上新锡层.以防烙铁咀氧化.5,长时间不使用时应关闭烙铁电源并对烙铁咀上锡。焊接对锡丝的要求•常用锡丝是由Pb和Sn,锡丝熔点为183ºC.沸点为2270ºC密度为7.28g/cm3,锡丝中.Pb与Sn含量通常為63/37.(目前不再使用)•一般使用为Ø0.6mm,Ø0.8mm.Ø1.0mm及Ø1.2mm,目前可制作為Ø0.3mm•锡丝按其待性分为水洗锡丝和免洗锡丝•水洗锡丝:中性有机水熔性锡丝,残留物可用水清洗.•免洗锡丝:中度活性锡丝,优越的润锡特性,其助焊剂完全无腐蚀性及电气特性的问题锡丝的类别及组成•锡丝的种类:•44松脂心(高度活性):中度活性锡丝,优越的润锡特性,其助焊剂完全无腐蚀性及电气特性的问题•88松脂心(强度活性):活性最强的锡丝适应于难焊或严重氧化之金属•285锡丝(中度活性):中度活性锡丝适应于高品质电子产品也符合美国军规•塑性锡丝(非活性):非活性锡丝松香•锡丝化学成份•成份SnPbSbCuBi•含量59.5~63.5%Remainder0.3%0.05%0.05%]•成份FeZnAsAi助焊剂•含量0.03%0.03%0.03%0.03%1.80%纯锡量应保持在59.5%-63.5%,其余成份为铅(Pb),其它污染物上限不可超过上所列之最高限度,达警界值时須引起注意并及时处理。另外,因污染物金(Au)﹑镉(Cd)﹑银(Ag)﹑镍(Ni)焊锡造成功能性影响较小.锡含量特性锡含量之各特性•Pb铅:降低熔点,改善扩张性.增加流动性.同时降低界面张力•Sb锑:含量大时焊点硬度增大,流动性下降,含量1%时展开面积减25%•Cu铜:使焊料熔点升高,可焊性下降,含量超过0.29%时可引起焊点疏松•Bi铋:使焊点熔点下降,含量超过0.5%时,使焊料表面变色•Zn锌:使焊料流动性降低,机械性能下降,含量超过0.03%时焊料表面氧化,不耐腐蚀•Fe铁:含量大时焊料熔点升,湿润性下降助焊材料特性•助焊剂通常有松香(RO),树脂(RE),有机物(OR)三种。其活性等级必须符合助焊剂活性等级L0与L1。除有机物助焊剂外,L1活性的助焊剂不能用于免洗焊接。•松香助剂的作用•-去除金属表面的污渍•-减注焊锡的表面张力•-覆盖表面.防止焊锡后再次氧化•松香焊剂具备的条件•非腐蚀性;高度绝缘性;长期稳定性;耐湿性;无毒性•保存助焊剂的容器应密封良好,防止水份、灰尘等进入或溶剂的挥发而导致浓度改变。焊点表面要求零件焊接面锡点工艺要求•焊锡点的大小应符合锡点标准要求•焊锡点应饱满.有光泽.表面无凹凸不平现象•焊锡点不能有假焊.冷焊.少锡.多锡.锡尖.锡裂层等现象•不可先送锡再送烙铁咀,否则易产主爆锡,导致有锡渣•大面积焊接之锡点,应无堆锡,断锡及表层平滑无凹凸不平现象零件焊接的方式•搭焊:两导体未端相互重叠搭接用焊锡连接的方法.•环焊:面积较大的导体物之间的锡连接.•插焊:导体插入孔径后用锡连接导休与孔径上之锡盘之间的焊接方法.•钩焊:芯线导体穿过焊接物之孔板,折成钩状后再焊锡的方法.常見的焊接技朮•手工焊接solderingbyhand•超聲波焊接UltrasonicWelding•激光焊接LaserSoldering•熱風焊接Hot-airSoldering•熱壓焊接Hot-barsoldering•流體焊接Re-flowSoldering•紅外線焊接InfraredSoldering焊锡的作业顺序(以DB头为例)1.准备:•1.1根据焊接之零件,选择焊烙铁的规格及型号•1.2烙铁咀的规格大小应符合焊接部位的面积.•1.3固定焊烙铁架,使烙铁架,使烙铁咀与焊接面成45度角.•1.4根据焊接物所需焊点的面积,选择锡丝规格.焊锡的作业顺序(以DB头为例)2.加热2.1烙铁预先加温5分钟左右,2.2确认温度是否达到锡丝的临界熔点.焊锡的作业顺序(以DB头为例)3.熔锡:3.1芯线导体及焊接接头Pin位先预上锡.3.2焊接时,先熔化Pin位上之锡后芯线导体再水平插入锡中.焊锡的作业顺序(以DB头为例)4.拿开焊锡丝.4.1依据焊锡锡面大小确认锡量.4.2确认焊锡点的锡量,是否需增加.焊锡的作业顺序(以DB头为例)5.撒开电烙铁.5.1.确认焊接点的锡面状况是否需续继加热.焊锡的作业顺序(以DB头为例)6.确认.•6.1.确认焊锡点的熔接面.•6.2确认焊锡点的熔锡量.•6.3确认焊锡点的外观状况,是否凹凸不平等其他现象.焊锡方法如焊接DB接头为例:锡点焊接应从左向右,从内至外的焊接方法.焊锡点工艺标准锡点焊接之标准(如焊接DB接头.图示)焊接接点外观不良1.假焊1.1现象:焊锡表面未完全浸锡,表面有锡孔,焊锡点易脱落,且锡点不饱满.1.2原因:由于零件表面氧化面不易上锡或加锡时间不够或所用锡丝含松香助剂较少而无法清除零件表面油渍假焊焊接接点外观不良2.冷焊:2.1现象:锡点较大,成堆,锡表面凹凸不平不光滑,雾面状及时而颗粒状.2.2原因:烙铁咀端温度较低,锡丝未熔化或烙铁咀前端已破而上锡所至,或冷却过程中移动所至。冷焊焊接接点外观不良3.多锡:3.1现象:锡点过大,锡成堆或锡未完全熔化,锡点不光滑比较粗糙,遮蔽了导线和Pin针杯口的轮廓.3.2原因:送锡过多,温度过低或加锡时间过长或所用锡丝过粗.锡多焊接接点外观不良4.锡锋:4.1现象:表面凹凸不平且不光滑,有明显的锡尖或锡刺.4.2原因:送锡过快及温度过高便使锡熔化飞溅或因铜丝散乱焊接时锡未完全覆盖铜丝于焊锡位,易造成PIN与PIN之间的短路.锡锋焊接接点外观不良5.锡少:5.1现象:Pin针槽内锡未满.导体铜丝有外露.锡没覆盖整个焊锡表面且粗糙不平.不光亮.呈雾状.5.2原因:焊接时送锡过少,温度不足,或者端子及导线氧化造成的上锡不良,易造成焊锡点脱落.锡少焊接接点外观不良6.锡点过大:6.1现象:焊锡呈超饱和状态,锡点面积完全超出焊接导体面积5/4,与邻Pin针间距太密6.2原因:此为Pitch较小的接头焊接时.所用锡丝规格太粗及使用烙铁咀太大.或为焊接时.Pin与Pin之导体搭接方法错误.锡点过大焊接接点外观不良7.烫伤芯线:7.1现象:所焊接之芯线所焊接点芯线绝缘皮破裂芯线铜时外露.7.2原因:焊接温度过高或焊接太久,机械损伤芯线绝缘皮.烫伤芯线焊接接点外观不良8.烫伤绝缘皮:8.1现象:芯线绝缘皮熔化混合在焊锡点内,锡点表面不光滑且有烧焦物,且芯线绝缘皮与锡点粘连不见导体铜丝.8.2原因:荡伤绝缘皮芯线开剥长度太短,或焊接时导体放置不当,或锋铁放置时烙铁咀与焊接面之角度太小.烫伤绝缘皮标准焊接点检验标准检验标准标注说明检验工具方式标准焊接点侧面图示:L:焊点长度L/2:焊点中心P:芯线前端所處規格大于1/2小于3/4焊點長度A:芯線絕緣皮到焊點之距离Max.0.5mm目視放大鏡CCD40倍顯微鏡良品焊接点正面图示:A:芯線絕緣皮到焊點之距離Max.0.5mmB:焊點前端C:絕緣皮前端點L:焊點長度E:焊接后之標准焊點D:限度焊接樣品(超過此限度標准則為不良品)目視放大鏡CCD40倍顯微鏡A焊接点不良描述图示芯線焊接長度過短未達規格要求吃錫過少/冷焊/焊點未被錫點蓋住芯線余留過長/芯線超出焊點图示芯線斷裂或彎折/芯線散焊點與絕緣皮距離大于0.5mm焊錫過多/冷焊/芯線未被錫點蓋住L/2A’LL/2THSPlscontactwithmefreelyifyouhaveanyquestion!
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 drift1980
drift1980
本文标题:焊接技术规范
链接地址:https://www.777doc.com/doc-1298150 .html