您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 我国传动带工艺装备现状与展望
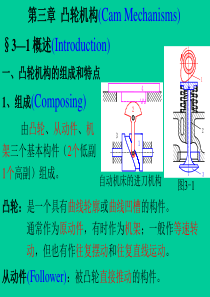
1我国传动带工艺装备现状与展望THEDEVELOPMENTSTATUSANDPROSPECTOFTECHNOLOGIES&EQUIMENTSOFPOWERTRANSMISSIONBELTSINCHINA锡山市天益橡胶工业有限公司吴贻珍*摘要本文简要介绍我国传动带生产工艺和装备的技术状况,对其现状与发展进行探讨并提出传动带工艺和装备未来发展的几点建议。关键词传动带带传动制造工艺橡胶机械1前言带传动是机械传动重要的传动形式之一,随着工业技术水平的不断提高以及对机械设备精密化、轻量化,功能化和个性化的要求,其应用范围越来越广,传动形式愈来愈多。作为带传动中的主体部件——传动带也由原来的易损件向功能件方向转变,其品种规格向多样性发展,由传统的普通包布V带和普通平带发展了窄V带、宽V带、联组V带、切边V带、多楔带、同步带、绳芯平带和片基平带等。这些传动带已广泛应用于汽车、机械、纺织、家电、轻工、农机等各个领域,在国民经济和人民日常生活中发挥着愈来愈重要的作用。随着传动带品种多样性、使用性能标准的不断提高,在传动带生产中不断采用了新材料、新技术和新工艺,使用越来越先进的生产装备和检测手段。我国传动带生产的工装设备通过多年来的引进消化吸收和自行开发,已有长足的进步,尤其是上世纪90年代以来,以生产线绳V带和切边V带、同步带及多楔带两大系列为主要代表的生产装备已达到了相当水平,基本能满足我国传动带制造的需要。本文主要阐述我国近几年来传动带生产工艺技术和生产装备的发展状况,介绍其现状及未来发展。2包布V带包布V带按其骨架材料结构可分为包布式帘布V带和包布式线绳V带。由于V带的线绳结构比帘布结构合理、受力均匀、弯曲应力小等优点,可大幅提高带的使用寿命和使用性能。先进工业国家早在60年代已完成了V带结构线绳化的更新换代,我国到上世纪90年代中后期才开始大规模包布V带线绳结构化改造。线绳包布V带如按其截面形状和使用要求还可分为普通V带、窄V带、汽车V带和农业机械用变速V带等,其制造工艺主要为:各部件准备(线绳挂胶、出片、压缩胶条挤出、裁布),成型(排线、上压缩胶、包布),硫化,检验(外观、尺寸、性能)等。2.1部件准备包布V带生产部件准备包括线绳挂胶、出片、压缩胶条挤出、裁布等,这里主要谈谈线绳挂胶问题。线绳虽然进厂前都已经在线绳制造厂经过浸胶粘合处理,但为了进一步提高线绳与胶料亲和力及与橡胶的粘合力,一般在排线前都要进行挂胶处理。挂胶处理有两种:一是浸浆处理,即线绳通过浸浆机的浸浆槽中的胶浆进行表面浸渍。该浸浆机我国的无锡华伟机、无锡东海及绍兴骏马等单位均有生产。该机采用电子调速直线电机往复运动有序的进行线绳浸浆和排列自动定量卷绕,结构简单实用,缺点是由于未经烘干,胶浆易互相粘结,影响其均匀性,而且其表面的附胶量也很少。二是线绳包胶,线绳包胶最早是德国贝斯托夫的技术,其包胶方法类似于电线电缆包胶工艺。在国外较为普遍采用,我国无锡橡胶厂引进一套贝斯托夫线绳包胶机,辛集橡胶厂自主开发了该技术并已通过鉴定,无锡华伟机械厂为广州胶带厂生产过一套线绳包胶装置。该机组由挤出机、挤出机头、冷却槽、表面喷隔离剂装置和卷取装置等组成。线绳经包胶后,彻底解决了困扰线绳V带强力层线绳排列不均问题。2.2线绳包布V带成型线绳包布V带成型工艺是将带体的各部件结合成带坯,这些工序过程包括抗拉体线绳排线,粘合胶片、伸张胶片及压缩胶片(条)贴合,包布等。这些工序根据工艺2不同可以一次完成如汽车V带手工单根成型(目前已逐渐淘汰),也可以逐步完成即先将线绳、粘合胶片、伸张胶片及压缩胶片(条)做成梯型带芯,然后经包布成带坯。2.2.1带芯制造目前我国带芯制造基本上有如下三种成型方法:A.单鼓成组成型法带芯单鼓成组成型法是在单鼓成型机进行的。该单鼓成型机的结构类似切边带成型机,主要由主传动装置、膨胀鼓、切割装置、护套磨削装置、尾架、放料、排线装置、线绳张力系统和电气控制系统等组成。我国1985年原沈阳胶带总厂从日本神户机械株式会社引进一套可生产长度为1219~3048mm的线绳包布V带的单鼓成型机组。上世纪80年代无锡、洛阳和贵阳等单位先后从德国SCHOLZ公司引进的多功能成型机(万能机)即可生产包布V带带芯。青岛宜利达公司通过消化吸收已在“九五”期间完成该机的科研项目,并通过了原化工部鉴定。该成型方法为反成型法,即根据规格先膨胀鼓上做好护套,依此缠上伸张胶片、粘合胶片、线绳、压缩胶片等,然后通过“V”型刀削去部分胶料,再用圆盘刀切成带芯。该方法最大的优点是线绳张力均应,自动化程度高。由于切割护套制造费时费工和受膨胀鼓尺寸的限制,适于单一规格型号、长度≤2500mm大批量生产。B.双鼓成型法上世纪90年代初,原嘉兴橡胶厂和江苏常熟大象橡胶工业有限公司分别与台湾利百代公司和台湾大象橡胶工业有限合资生产线绳包布V带,引进了台湾制造线绳包布V带成套技术与装备,其带芯的制造方法即为双鼓成型法。该方法是先将挂好胶的线绳在双辊上排好线,贴上粘合胶和伸张胶,再根据规格切割成线坯,然后在另一台机贴上经挤出机挤出的梯形压缩胶条。由于该方法设备简单、生产灵活、效率高,迅速在大陆推广应用。目前在我国,80%以上线绳包布V带生产采用该方法。该生产线最早由原嘉兴橡胶厂消化生产,稍后有兰溪鸿利公司与利百代公司合资生产,无锡华伟机械厂、绍兴骏马机器制造有限公司、无锡东海机器厂及兰溪夏华橡塑机械厂等先后开始生产,并进行了改进。如无锡华伟已开发了第四代线绳成型机(牵纱机),显出特点是张力系统采用恒张力结构、自动调长、自动放线、成组切线(CN2411882)和触抹屏控制等。绍兴骏马发明了槽辊排线(CN2252095),解决了强力层线绳间距紊乱和线绳相互接触摩擦的问题。王洁民发明的《V带双鼓成型机的线绳缠绕定位装置》(专利申请号:99258442)保证不同型号V带对不同型号线绳的各种不同绳间距离的要求。C.双鼓成组成型法双鼓成组成型法最早由原石油天然气总公司江汉机械研究所高级工程师王洁民发明的一套带芯制造方法(CN1039993),在双鼓成型法未大规模推广应用之前,国内应用最多一种制造带芯方法。制造过程为:在双辊上排好线,贴上粘合胶和伸张胶,然后用压型机压出的成排压缩胶直接贴和线绳上,用刀片切下单条带芯。即墨新城机械有限公司目前生产该设备。该机由线绳导开装置、浸胶烘干装置、贴合装置、切割装置及控制装置等组成。可生产周长为700~13000mm的线绳V带,可单独完成导开线绳、浸胶、成组压合底胶、成组切割带坯等工序。另外值得一提的是,双绳芯V带成型技术。双绳芯V带具有传动能力大、使用寿命长和传动效率高,以及使用线绳少等优点,但带芯制造技术国内一直无法解决。曹中华最近发明并申请了制造双绳芯V带带芯装置的专利(CN2373628)。2.2.2包布包布是将带芯表面包上一层或数层胶布成带坯的工序,其主要设备是包布机。国内原来使用的单工位包布机,存在包布不实,布边不齐、生产效率低和劳动强度高等缺点。上世纪80年代原洛阳橡胶制品厂从德国SCHOLZ公司引进一台双岗位全自动包布机,其后三明化工机械厂进行了仿制,其自动化程度很高,结构紧凑,通过数字光电计数器设定包布长度和层数,自动地准确完成定长包布,并设有剪刀,可自动将包布剪断。但对布宽精度和布卷的整齐程度要求很高,对胶布表面的粘性也有一定的要求,我国相应的裁布和卷曲技术跟不上,以及价格等因素一直没有推广开。目前国内应用较多的包布设备系从台湾引进的四岗位包布机,该机事实上是带芯成型(贴压缩胶)和带坯包布各双岗位操作系统。包布装置由带坯压合、自动包布、分离、尾包、压合释放一系列组成,即有两个车头箱和滑杆相连接组成,可供四个人同时操作{两人上底胶、两人外包布},包布时通过数字设定自动定长包布、收尾一系列动作完成。设备具有操作简单、使用方便、自动化程高、手动自动两用,劳动生产效率高等特点。2.3硫化硫化是包布V带生产最后一道工序,通过硫化将带坯压制成品V带。包布V带硫化工艺主要有鄂式平板硫化机、硫化罐和鼓式硫化机三种硫化方法。32.3.1鄂式平板硫化机硫化鄂式平板硫化机硫化是包布V带最通用的硫化方法,上世纪80年代前,我国生产的包布V带几乎全部采用这种硫化工艺,这种方法最大的优点是生产灵活,不同规格型号和不同长度的可随意更换和调节,模具投资省,操作简单,硫化压力大等。缺点是存在重复硫化、尺寸不稳定、外观质量差、生产效率低等。较短的V带(≤3500mm)逐渐被硫化罐硫化所取代。上世纪80年代中期,原上海胶带厂为了适应包布V带强力层骨架材料采用收缩力较大的聚酯帘布的需要,对鄂式平板硫化机做了些改进,加大了加压液缸,调节滑块采用导轨式等措施,该机后来在我国迅速推广应用。无锡华伟机械厂为适应大规格包布V带如农机V带还与原青岛化工学院(现青岛科技大学)合作联合开发了双缸式鄂式平板硫化机硫化。2.3.2硫化罐硫化包布V带硫化罐硫化在国外是一种非常普遍的硫化方式,较短的V带(≤4500mm)几乎采用这种方法。硫化罐硫化的包布V带具有质量好、外观漂亮、尺寸稳定(我国目前市场反映硫化罐硫化的包布V带伸长大问题,笔者认为这不是硫化罐硫化本省问题。)、无需配组等优点。缺点是模具投资大,不适应长带硫化等。我国包布V带硫化罐硫化起步较晚,北京橡胶二厂于上世纪80年代初曾开发这种技术用于生产汽车V带。上世纪80年代中后期无锡、洛阳和贵阳等单位先后从德国SCHOLZ公司引进了硫化罐后,我国才开始逐渐应用。上世纪90年代,随着我国线绳包布V带生产技术的推广,硫化罐硫化工艺才真正开始大规模应用。兰溪鸿利公司开发的径向启闭式硫化罐(CN2207275),它带封闭端的罐体、罐盖、罐体法兰和罐盖法兰,密封圈以及锁合罐体法兰和罐盖法兰的锁紧环组成。其特点为,锁紧环是分成两半,分别连接在罐体法兰和罐盖法兰上的,开启方式为水平单向移动启、闭。其结构简单,制造容易,开启闭合省时、省力、自密性好等特点,在我国得到普遍应用。但径向启闭式硫化罐也存在安全性差、开启罐盖时易将密封圈拉坏等缺点。为了解决径向启闭式硫化罐存在安全性差问题,陈建文提出了一系列改进措施(CN2407915、CN2428282、CN2413890)。华伟机械厂开发了自锁式压盖硫化罐(CN2383654),在缸盖与缸体接合处的法兰上分别均匀地布置可以相互啮合锁紧的齿,在机架与缸盖上安装有锁定气缸、旋转气缸及移动气缸,从而改善了硫化罐使用安全性。开启方式为为上下垂直移动启、闭缸盖,避免了密封圈拉坏现象。2.3.3鼓式硫化机硫化V带鼓式硫化机是包布V带理想的硫化工具,在欧洲得到普遍应用,欧洲一些著名的传动带生产厂家,如OPTIBELT、CONTITECH、ROUNLDS等生产的无公差包布V带就是采用这种工艺硫化的(这三家公司无公差包布V带分别标识为S=C、L=L和T=S),其硫化方法(DE2337749)是先将带坯在自然状态下通过V带鼓式硫化机连续硫化,然后将未冷却的带移至特制定型装置上加张力冷却定型。我国在上世纪80年代初,由上海橡机厂开发V带鼓式硫化机并在全国推广,但因当时技术原因,没有得到应用。上世纪80年代后期,佳木斯机带厂引进SCHOLZV带鼓式硫化机,用于生产农机变速V带,其成品质量明显优于用鄂式平板硫化机硫化V带。我国目前还未有厂家正式生产的报道。3切边V带、多楔带和同步带切边V带、多楔带和同步带是近几年来发展较快的传动带品种。切边V带与包布V带相比具有传动效率高、传动功率大、寿命长、节能效果明显的优点;多楔带不仅具有切边V带的优点,还具有平带的柔性好、速比大、高速的特点;同步带传动更是集带传动、链传动和齿轮传动的优点于一身。因此这些带的使用范围越来越广,这也是今后传动带的发展方向之一。从80年代中期开始,洛阳、贵阳、上海、无锡、青岛、开封等地引进国外设备(主要为德国SCHOLZ公司的设备)和技术,开始生产这些传动带。近年来,我国多家单位对引进设备进行了消化吸收,结合我国实际也相继生产了这些传动带成套生产设备。切边V带、多楔带和同步带生产工艺和生产设备基本
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 j12367811
j12367811
本文标题:我国传动带工艺装备现状与展望
链接地址:https://www.777doc.com/doc-1298498 .html