您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 椎体墩身模板的加工工艺
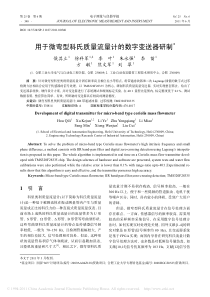
-1-椎体墩身模板的加工工艺近几年来,我单位接连制作了几套相类似的椎体墩身模板。经过不断探索研究,改进工艺,利用现有的简易设备,形成了制作过程简单易行的流水作业,既压缩了工期,又保证了质量.造出的钢模板能够保证工艺和施工质量要求,特将此方法总结如下:一.工艺流程图.园法兰划线→下料→号料→校正→焊接→配钻钢板对接→划线→下料→卷筒护板裁切→卷弧→校头→钻焊眼竖直法兰划线→切割下料→配钻→号料拼装→焊接→开刀→上竖法兰→除锈→上原子灰→打磨→喷漆二、加工计算方法介绍1、由实际墩身求制作尺寸由于钢板卷成筒时,内径周长缩短,外径周长伸长,而中径不变,故园形墩模板的周长尺寸应另增加一个板厚δ,同时考虑到焊接时模板收缩及开刀割缝损失。(1)下口直径D实π+2n+2πD制=------------+δπdL(2)上口直径d实π+2n+2πHd制=------------+δπD同理分节处制做直径及法兰加强处直径由此公式求得-2-公式中2n→表示开刀数量与一刀损失2mm的乘积2π→表示焊接时收缩余量δ→表示模板面板厚度(3)由公式H总/(H总-H制)=D制/d制可求得H总公式中H总→表示锥本的总高度H制→表示锥体的制作高度,即墩身的实际高度(4)由公式L制=√H总2+(D制/2)2可求得L制公式中L制→表示椎体的总母线制作长度同理由(3)、(4)分别可求得分节后每节的H总及L制2、由展开图求α角、弦长a、弦高h(1)由公式α=D制π/2L制π×360°求得αα(2)由公式a弦长=2sin(α/2)L制求得a弦长h(3)由公式h弦高=cos(α/2)L制求得h弦高a同理,由(2)、(3)分别可求得分节后每节的弦长,弦高。3、计算展开图制作直径弧线的方法理论上以L制母线为半径可直接划出标准弧线,由于L制母线长过大,实际操作起来不可行,故我们采取了近似的坐标计算方法确定点,然后近似连线,以便于工人实际操作。如下图所示建立x、y轴坐标,将α角分成若干等分,分别求得对应的x值、y值,利用x、y值确定相应的点,将这些点相邻两点以直线的形式相连成弧线。α角划分的等份越多,划出的线越接近实际,一般情况下x值我们都控制在200mm左右。-3-如图所示求β角对应的x、y值,β角可由α等份后的倍数求得。由公式x=L母线sinβy=cosβL母线-h弦高可求得对应x、y,确定点A、B在x1轴上确定A时,代入公式的L母线及h弦高,要与之相对应。在x2轴上确定B时,代入公式的L母线及h弦高,要与之相对应。x1与x2轴可由对应弦长a1、a2确定,两线距离可由弦高差h1-h2确定,两侧每节母线长可由总母线差L1-L2确定,这样就完成了弧线的划线作业。4、圆法兰的计算方法(1)有护板的法兰内径计算方法D内径=D制+2δ护板+δ面板(2)无护板的法兰内径计算方法D内径=D制(中径)+δ面板三、制作加工工艺方法1、拼板b≥300mm由于采购的钢板、宽度、长度有限,所以应当先在平地把面板拼接成大型钢板,拼板时为了防止焊缝在卷筒时断裂,焊缝要错开最小300mm(见图),焊接时先点焊成整板,再焊短焊缝,最后从中间向两端施焊长焊缝,这样可减少应力,减小波浪变形,下料后,如有直通焊缝或三角焊缝,为了防止卷筒开裂,-4-要翻过板来两端施焊100mm长后再卷筒,为了减小场地使用面积可一边拼板,一边划线一边下料。2、对接缝的处理以前我们一般采用双面焊,然后对模面进行打磨处理,现在我们采用单面焊,即圆筒外侧施焊,模面对接缝除特殊情况外(如为了防止卷筒开裂施焊一小段),其余全部不焊,而是采取除锈,原子灰填缝后打磨平的办法,此工艺实际证明可行,并且既省工又省料,大大缩短了工期,节约了成本。3、上、下两节对接的工艺由于面板采取大型拼板,施焊后再划线下料,上、下两节属于刀口对刀口的连接,所以割口处,要求一刀割下,不允许因稍有参差不齐而修割,避免对接口接缝缺肉,这样既节约了材料,同时接缝处能保证严密,而且上、下两节接口,我们采用了公母口咬死的工艺,避免出现上、下接口有错台的弊病。如图所示,制作工艺如下:第一节制作时底口利用平台限位成圆,上口先点焊护板(采用薄板以减少应力)制作成母口,再采用厚板法兰校圆焊接成形后,用木锤敲振内筒壁以释放应力,然后移下平台。第二节底口再次限位成圆,但不加护板及法兰,上口同第一节相同处理制作成母口,再利用木锤释放应力后,用吊车吊起与第一节上、下接口对齐,不允许-5-出现错台及缝隙,再点焊第二节底口护板,制作成公口,并把护板予留3mm间隙,然后再拼装法兰,使上、下眼位对正后施焊,完成后把第二节吊下平地,第三节、第四节┅┅依次类推重复第二节的工作,这种工艺保证了眼位的准确性,出厂前也避免了试拼这一道工序。4、卷筒用卷板机卷板时,两端头应先用锤击或样板压制的方法形成弧形,防止死弯,特别是直径较小的椎形筒,这一步骤必不可少。5、法兰的制作及使用不管是上、下接口圆法兰,还是竖向角钢法兰,我们都采取配钻的工艺,使用的时候,根据号料,法兰一对一对使用,保证了眼位的精确。6、圆形法兰的下料由于上、下法兰是圆形,而钢板宽度有限,如图所示,下料只能先下出法兰瓣,然后再拼装成圆,下料时我们采用半自动切割机双割头同时切割,为了避免材料的浪费,从大到小依次变径下料,这种工艺成型美观,变形较小。四、总结我单位采取的制作加工工艺,需要的投资及设备较少,而且提高了工作效率,满足了钢模板工期短的市场需求,当然还有一-6-些工艺需要更新,这方面我们也积极探讨,不断完善,以实现利润最大化,成本最小化。二OO四年十二月九日
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 7007
7007
本文标题:椎体墩身模板的加工工艺
链接地址:https://www.777doc.com/doc-1299615 .html