您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 橱柜常见门板材料基础知识和典型加工工艺-凡清南
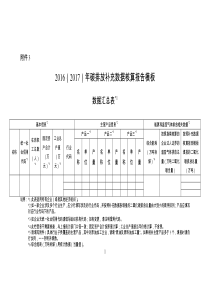
1橱柜常见门板材料基础知识和典型加工工艺橱柜工艺部凡清南TEL:186758559572012年12月21日22主要内容1、橱柜常见门板种类2、基材3、饰面材料4、饰面工艺5、典型加工工艺31、橱柜常见门板种类1、实木门板2、烤漆板、UV板(超晶板)、水移画3、双饰面板、防火板饰面板、金属饰面板、三维板、水晶板、平贴板、木皮门板、钢化玻璃门4、吸塑板、包覆板5、铝框门膜压门板实木门板三聚氰胺板4门板结构:门板按层级结构分,可分为基材、饰面两大类;以三聚氰胺纸双饰面、防火板双饰面为例:1、橱柜常见门板种类三聚氰胺浸渍纸装饰层刨花板基材三聚氰胺浸渍纸平衡层表层(三聚氰胺浸渍纸)色层纸(单色或着饰纹)牛皮纸(酚醛树脂浸渍纸)基材(刨花板、大芯板等)牛皮纸(酚醛树脂浸渍纸)色层纸(亚白)表层(三聚氰胺浸渍纸)防火板防火板防火板防火板三聚氰胺纸双饰面结构图示防火板双饰面结构图示52、基材基材分类:常见基材种类:刨花板、纤维板、胶合板(多层夹板)、细木工板(大芯板)、实木;62、基材基材对比:对比项刨花板纤维板材料木屑,整板密度小木灰,整板密度大内结合强度缝隙大,自身结合强度小缝隙大,自身结合强度大握钉力密度小,握钉力差密度大,握钉力强吸水膨胀孔状结构,吸水膨胀小实心结构,吸水膨胀大锯切加工木屑体积大,容易爆边木灰体积小,锯切截面平直铣削加工孔状结构,铣削面不平直实心结构,可以镂铣加工磨削加工木屑颗粒较大,打磨后平整度欠佳木灰颗粒小,打磨平整常见厚度12mm、16mm、18mm、25mm、36mm3mm、5mm、9mm、15mm、16mm、18mm、25mm价格制作工序短,施胶量小,价格低制作工序长,施胶量大,价格高用途柜身和平面直边门板(辅助、内衬材料)门板(装饰材料)72、基材基材对比:对比项胶合板细木工板材料薄木皮木方、薄木皮内结合强度分层结构,层间结合强度较大单一木方结合强度大,拼接处结合强度弱握钉力握钉力较强握钉力强(木方处)吸水膨胀垂直胶合,应力中和,膨胀系数小实心结构,吸水膨胀较大(根据树种)锯切加工分层结构,锯切起毛(需要钻速快)实心结构,锯切平直,断面有拼接缝隙铣削加工可以铣削,但铣削后起毛,不见加工拼接结构,不建议铣削加工磨削加工不可以磨削加工可以磨削常见厚度4.5mm、6mm、12mm、15mm、18mm12mm、16mm、18mm、25mm价格材料利用率高、工艺复杂,价格适中按不同工艺和树种,价格不一(由低至高)用途门板或者家居、装修结构用材门板或者家居、装修结构用材83、饰面材料饰面分类:常见基材种类:三聚氰胺浸渍胶膜纸、金属铝箔、防火板(HPL)、油漆(NC、UV、PU、PE等等)、PVC、PET、PP膜、亚克力(PMMA)、木皮;钛白纸印刷烘干成卷浸胶烘干裁切三聚氰胺浸渍胶膜纸生产工艺93、饰面材料氧化铝箔印刷烘干裁切金属铝箔生产工艺103、饰面材料防火板生产工艺钛白纸印刷浸胶烘干裁切贴合定厚磨牛皮纸浸胶烘干裁切113、饰面材料防火板生产工艺钛白纸印刷浸胶烘干裁切贴合定厚磨牛皮纸浸胶烘干裁切124、饰面工艺饰面目的:美化和保护作用;常见饰面方式:贴面、涂饰、特种装饰;常见贴面工艺:热压、冷压、辊压等等;常见涂饰工艺:喷涂、辊涂、淋涂等等;常见特种装饰工艺:雕刻、镂铣、描金等等;134、饰面工艺常见贴面工艺:冷压、热压;144、饰面工艺常见贴面工艺:辊压;154、饰面工艺常见贴面工艺:吸塑;真空泵素板垫板PVC膜164、饰面工艺常见涂饰工艺:喷涂;距离太近,会导致流挂。距离太远,涂料粘附较少,使漆面毛糙。YES100-200mmNO喷涂重叠2/3重叠½重叠12/311/2喷涂方式喷涂距离174、饰面工艺常见涂饰工艺:辊涂;184、饰面工艺常见涂饰工艺:淋涂;WUVWUVWUVWUVWUVWUVW194、饰面工艺常见特种装饰工艺:雕刻、镂铣、描金等等;(略)205、典型加工工艺(以防火车间为例)平贴(略)上板、清洁、预热、涂胶、涂胶检验(UV灯)、贴合表材、辊压(1号为计量辊、2号为涂胶辊、3号为反压辊)215、典型加工工艺(以防火车间为例)封边225、典型加工工艺(以防火车间为例)封边进料喷分离剂预铣刀单元涂胶单元切封边条前后齐边粗修单元精修单元跟踪仿形单元刮刀单元铲刀单元抛光单元预热压轮贴合清洁剂235、典型加工工艺(以防火车间为例)封边进料245、典型加工工艺(以防火车间为例)封边分离剂255、典型加工工艺(以防火车间为例)封边预铣265、典型加工工艺(以防火车间为例)封边预热预热装置:板件红外线加热灯预热,保持胶的温度的稳定,每盏灯1500W,长250MM;275、典型加工工艺(以防火车间为例)封边涂胶单元285、典型加工工艺(以防火车间为例)封边切封边条、压合单元进给方向295、典型加工工艺(以防火车间为例)封边前、后齐头305、典型加工工艺(以防火车间为例)封边粗修315、典型加工工艺(以防火车间为例)封边精修325、典型加工工艺(以防火车间为例)封边跟踪仿形335、典型加工工艺(以防火车间为例)封边刮刀345、典型加工工艺(以防火车间为例)封边铲刀355、典型加工工艺(以防火车间为例)封边清洁剂、抛光365、典型加工工艺(以防火车间为例)排钻375、典型加工工艺(以防火车间为例)排钻控制按钮开机关机水平垂直连动水平垂直1垂直2手动水平手动垂直1手动垂直2385、典型加工工艺(以防火车间为例)排钻垂直钻调节系统**:****:****:****:**垂直1左排位调整垂直1右排位调整垂直1进给量调整垂直1行程调整垂直1进给速度调整垂直1行程开关395、典型加工工艺(以防火车间为例)排钻405、典型加工工艺(以防火车间为例)排钻415、典型加工工艺(以防火车间为例)1、底板2、右侧板3、左侧板4、顶板5、背板6、层板7、门板8、拉手9、吊码排钻示例425、典型加工工艺(以防火车间为例)W-333305129098373219232373219232330700W-223.5985128743AnyQuestions?44感谢您的关注!
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 anpanman1023
anpanman1023
本文标题:橱柜常见门板材料基础知识和典型加工工艺-凡清南
链接地址:https://www.777doc.com/doc-1299658 .html