您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 焊接工艺指导书合成氨
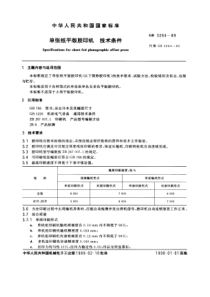
大庆石化公司化肥厂合成氨装置扩能改造工程第1页焊接工艺指导书共6页1编制说明大庆石化公司化肥厂合成氨装置扩能改造工程是由中国成达公司负责设计的老装置改造项目。该工程介质易燃易爆、操作温度高、压力高、焊接工艺复杂、工期紧、焊接任务量大,为确保工程质量,我们依据GB50236-98标准,对管道焊接及注意事项作出指导、规定。(各类管道焊接参数见材质焊接工艺卡)。2编制依据◆施工图纸◆《工业金属管道工程施工及验收规范》GB50235-97◆《现场设备、工业管道焊接工程施工及验收规范》GB50236-98◆《钢制压力容器焊接工艺评定》JB4708-2000◆焊接工艺评定报告:PQR02-11、LQ-02-01、续A07PQR02-05、HP03-13管道组对及焊接3.1材质及使用焊条焊丝烘干温度一览表烘干型号焊条牌号烘干温度(℃)烘干时间(小时)E4316J426350~4001小时E4315J427350~4001小时W707Ni350~4001小时E0-19-10-16A1021501小时E0-19-10-16A1072501小时J427Ni350~4001小时EniCrFe-22001小时E1-23-13-16A3021501小时E1-23-13-15A3072501小时注:焊条烘干温度如厂家有规定按厂家规定执行。大庆石化公司化肥厂合成氨装置扩能改造工程第2页焊接工艺指导书共6页钢号焊条型号焊条牌号焊丝钢号确认意见A53-BE4316E4315J426J427H08Mn2SiA确认A333-6W707NiTGS-1N确认A671-CC60,CL.33,W/S2,AT-51F&S7J427Ni确认A312-TP304E0-19-10-16、E0-19-10-15A102A107H0Cr21Ni10确认A312-TP304HE0-19-10-16、E0-19-10-15A102A107H0Cr21Ni10300℃否则E308rA335-P11E5515-B2R307H13CrMoA确认A6911-1/4CR,CL.13R307确认(A312-TP304H)+(INCOLOY800)AWSA5.11ENiCrFe-2AWSA5.14ERNiCr-3确认(A335-P11)+(INCOLOY800)AWSA5.11ENiCrFe-2AWSA5.14ERNiCr-3确认(A53-B)+(A333-6)W707NiH08Mn2SiA确认(A53-B)+(A333-P11)E4315J427H08Mn2SiA确认(A53-B)+(A312-TP304H)E1-23-13-16、E1-23-13-15A302A307H1Cr24Ni13450℃确认(A53-B)+(A312-TP304)E1-23-13-16、E1-23-13-15A302A307H1Cr24Ni13450℃确认(A53-B)+(316)E1-23-13-16、E1-23-13-15A302A307H1Cr24Ni13450℃确认(A312-TP304H)+(A182-F316H)E0-19-10-16、E0-19-10-15A102A107H0Cr21Ni10300℃确认(A312-TP304)+(A312-TP304H)E0-19-10-16、E0-19-10-15A102A107H0Cr21Ni10300℃确认(A333-6)+(316)E1-23-13-16、E1-23-13-15A302A307H1Cr24Ni13450℃确认(A333-6)+(A312-TP304H)E1-23-13-16、E1-23-13-15A302A307H1Cr24Ni13450℃确认1Cr18Ni9TiE0-19-10Nb-1E019-10Nb-15A-132A-137H0Cr21Ni10Ti确认20#E4316E4315J426J427H08Mn2SiA确认3.2焊接方法为保证焊接质量和管道内清洁,对接缝一律采用氩弧焊打底的焊接方法。管径≤57mm,壁厚≤5mm的对接焊口采用全氩弧焊焊接,其它对焊口采用氩弧焊打底,手工电弧焊填充盖面的焊接方法。大庆石化公司化肥厂合成氨装置扩能改造工程第3页焊接工艺指导书共6页角焊缝、公用工程对接焊缝、承插口采用手工电弧焊的方法、但至少要焊2层,层间接头要错开10mm以上。3.3组对要求1)坡口的加工宜采用机械方法,也可采用等离子弧、氧乙炔焰等热加工方法,如采用热加工方法,应除去坡口表面的氧化皮、溶渣及影响接头质量的表面层,并将凸凹不平处打磨平整。2)手工电弧焊焊接不锈钢时,必须使用钳式焊把,与不锈钢焊接接触的地线端头必须用不锈钢连接。3)管口组对时,其破口内外表面各20mm内不得有油、漆、锈、毛刺等污物。且不锈钢管坡口两侧各100mm范围内应涂刷白垩粉,以防焊接飞溅物沾污焊件表面。4)接头型式:2+3(SMAW)2+2(GTAW)1~2mm600±50管对接1~2mm5500管咀大庆石化公司化肥厂合成氨装置扩能改造工程第4页焊接工艺指导书共6页5)装配点固时应根据焊接工艺卡要求,留出适当的间隙,并保证两管同心,点固所使用的焊条(或焊丝)与正式焊接时相同。点固焊焊点数量根据管子直径大小而定,一般Ф89以下点焊3点,Ф89以上(包括Ф89)至Ф219的管道点四点,Ф219以上管道根据直径大小多加几点。Ф89以下小管点焊长度15~20mm,Ф108以上大管点焊长度20~40mm,厚度约为2-4mm,且不超壁厚的2/3。由于点固焊缝其施焊时留在焊缝中,因此要求焊透,背面不应出现焊瘤,焊点无气孔、夹渣等缺陷,并且两端应圆滑过渡到母材上。6)管道对接焊口的组对应做到内壁齐平,内壁错边量不超过壁厚的10%,且不大于2mm。不等厚管道组成件组对时,当内壁错边量超标或外壁错边量大于3mm时,应进行修整,如图所示:3.4焊接技术要求1)焊工持证上岗,并严格按照焊接工艺卡所规定的工艺参数施焊,其中不锈钢管道要求焊工在保证焊透的情况下,尽可能用小电流,快焊速的多层多道焊,收弧时填满弧坑,减少线能量的输入,并且层间温度60℃,以确保管道的焊接质量和耐腐蚀性能。2)低温钢焊接时必须严格控制线能量,采取多层多道焊,小电流,快焊速的焊接方法施焊。焊缝应一次焊完,因故中断应根据工艺要求采用缓冷措施防止产生裂纹,继续施时应对焊缝进行检查,确认无缺陷后方可按原工艺焊接,焊件表面严禁有电弧擦伤,不得在焊件表面引弧和收弧。焊接收弧时应将弧坑填满,多层焊时各层间接头应错开30~50mm。不150150150150内壁尺寸不相等外壁尺寸不相等内外壁尺寸不相等大庆石化公司化肥厂合成氨装置扩能改造工程第5页焊接工艺指导书共6页锈钢和A333-6低温钢氩弧时应在管内充气保护。3)1.25Cr0.5Mo珠光体耐热钢的焊接:DN57mm以下、壁厚≤5mm以下的小管全部氩弧焊焊接,其它的采用氩电联焊焊接。一旦开始焊接,则必须连续施焊,中途不得无故停止,且层温不得低于预热温度,焊接过程参数按照评定合格的焊接工艺评定报告来制定。一道焊缝尽可能一次焊完,以免由于间断焊接过程而产生接头裂纹现象。如必须间断焊接过程,应使焊口经保温后缓慢均匀的冷却,再焊时需重新预热,并检查焊层表面有无裂纹。焊接时管内最好充氩气保护。4)焊条使用时一定要装在焊条保温筒内,焊丝使用前要擦洗干净。氩弧焊时焊工应戴洁净的线手套。5)焊材的保管、烘干、发放、回收、分别按焊材仓库保管制度和焊材领用、回收制度执行,并由保管员和烘烤员做好各项记录。6)当焊接环境出现下列情况而无保护措施时应停止焊接。A、手工电弧焊风速8m/s氩弧焊风速2m/s;B、相对湿度90%;C、下雨、下雪;7)所有管道焊口焊后焊工应在焊缝附近50mm处用记号笔写上管线号,焊口号、焊工钢印号,并在管道单线图上注明焊工钢印号,X光射线探伤的焊口也要在单线图注明。4检验1)焊后焊工首先进行自检,发现缺陷立即修整。检查员进行专检时,如发现缺陷,立即标出,并责成该焊工修整。2)焊缝及热影响区表面不得有裂纹、气孔、夹溅、飞溅和弧坑等缺陷。大庆石化公司化肥厂合成氨装置扩能改造工程第6页焊接工艺指导书共6页凡经打磨的焊缝,边缘应圆滑过渡。3)焊缝宽度以各边超过坡口1-2mm为宜,且宽度差≤3mm。4)焊缝余高为Ⅰ、Ⅱ级焊缝1+0.1b,且最大为3mm,Ⅲ、Ⅳ级焊缝≤1+0.2b且最大为5mm。5)Ⅰ、Ⅱ级焊缝不允许咬边,Ⅲ、Ⅳ级焊缝咬边深度≤0.5mm,且连续咬边不得超过焊缝总长的10%,且100mm。6)对无损探伤不合格的焊缝应在不合格部位立即返修,并由焊接联络员在管道单线图上注明,同一部位的返修不宜超过二次。大庆石化分公司化肥装置扩能改造工程第1页焊接工艺指导书共1页1编制说明..............................................................................................................12编制依据..............................................................................................................13管道组对及焊接..................................................................................................13.1材质及使用焊条焊丝...............................................................................13.2焊接方法...................................................................................................23.3组对要求...................................................................................................33.4焊接技术要求...........................................................................................44检验....................................................................................................................5大庆石化公司化肥厂合成氨装置扩能改造工程焊接工艺指导书编制:审核:批准:标准化员:中国化学工程第十一建设公司2005年7月
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 一打蝴蝶
一打蝴蝶
本文标题:焊接工艺指导书合成氨
链接地址:https://www.777doc.com/doc-1300594 .html