您好,欢迎访问三七文档
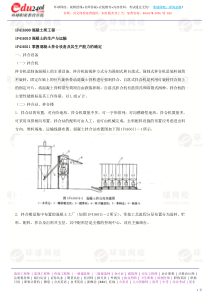
LONGCHEERCONFIDENTIAL1电泳工艺介绍编制:程建明版本:V0.1日期:2010/08/30LONGCHEERCONFIDENTIALLONGCHEERCONFIDENTIAL2一、电泳工艺历史背景:•1809年俄国科学家列斯首先发现了胶体粒子在电场作用下能产生电泳的现象。但由于当时缺少良好的水溶性树脂,所以在工业上一直没有得到广泛的应用。直到1960年由英国的卜内门与里兰公司共同研制成功阳极电泳漆与涂装工艺。•美国福特汽车公司早在1950年即开始从事电泳漆的研究,但直到1961年在美国PPG(匹茨堡平板玻璃公司)涂料分公司的配合下才建立了一条电泳涂装汽车车轮的试验生产线。•1969年美国在电泳涂装设备中又成功地使用了超滤装置,从而解决了产品电泳水洗后污水的处理问题,同时又降低了损耗,提高了电泳漆的利用率。使电泳涂装在防止环境污染和实现经济效益方面取得了进展。•我国在1960年前后开始从事于水溶性树脂的研究,1965年9月上海市染料涂料研究所首先研制成功阳极电泳漆——水溶性酚醛醇酸电泳漆。1966年底天津化工研究院研制成功的水溶性环氧酯电泳漆投入生产,然后又有沈阳的纯酚醛改性油电泳漆等10多个品种投入生产。长春第一汽车制造厂于1970年开始采用电泳漆涂装锦旗牌汽车车身和驾驶室。椐资料统计:1970年我国已生产近1000吨水性电泳漆,当时全国约有46条电泳涂漆生产流水线。到了1973年我国已生产2000吨水性电泳漆,37个品种,大约有400条大小电泳涂漆生产流水线。LONGCHEERCONFIDENTIAL3•从60年代中期联邦德国BASF公司和美国PPG公司道德进行了阳离子型树脂的合成(即阴极电泳的研究)。1971年美国的PPG公司开始应用第一代阴极电泳漆,先在菲利浦公司的电冰箱、洗衣机以及干燥机等耐腐蚀性能要求高的家用电器上作底漆。1976年6月美国通用汽车公司将汽车部件采用PPG公司第二代阴极电泳漆(CED-3003°)获得成功。1977年开始正式用阴极电泳漆为底漆来涂装汽车车身。1978年美国通用汽车公司和福特汽车公司基本上已把原来使用的65条阳极电泳涂装生产线改用新的阴极电泳涂装生产线。•日本和英国1977年同美国PPG公司引进技术以后,他们的汽车涂装从1978~1979年也向阴极电泳涂装转化。支1978年底初步统计,世界上约有120条阴极电泳涂装线,其中美国有70条以上,日本有20条,欧洲有10条。•到80年代初期,几乎所有的汽车电泳涂装线都同阴极电泳取代了阳极电泳涂装,见表1-1。1-1表近几年来汽车槽由阳极电泳转为阴极电泳的统计年美国欧洲日本19771978197919801981198210377981828803184255960820446576LONGCHEERCONFIDENTIAL4•从1976年我国开始了阴极电泳涂漆的研究。近年来在北京、沈阳、济南、上海、重庆及成都等地都有阴极电泳漆的生产。同时,在汽车行业引进和自建了许多阴极电泳涂装的生产流水线。80年代后期,我国汽车工业阴极电泳涂装生产流水线得到了迅速的发展,这标志着我国电泳涂装发展到了一个新阶段。LONGCHEERCONFIDENTIAL5二、电泳原理:•电泳原理类似电镀。工件放在电解液中,与电解液中另一电极分别接在直流电源两端,构成电解电路。电解液为导电的水溶性或水乳化的涂料,涂料溶液中已被离解的阳离子在电场力作用下向阴极移动,阴离子向阳极移动,这些带电的树脂离子,连同被吸附的颜料粒子一起电泳到工件表面并失去电荷形成湿的涂层,这一过程称为电泳。LONGCHEERCONFIDENTIAL6三、电泳工艺特点:•电泳的优点•1)生产效率高。在各种涂漆方法中,电泳涂漆生产效率最高。只要将工件浸入涂料中,几分钟之内即可完成电泳涂漆过程,故适于大批量生产,且易于实现自动化生产。•2)涂层质量好只要设备、工艺正常,电泳漆层表面均匀,漆膜紧密,与工件附着力好,不会出现流痕、不均匀等缺陷。•3)节约原材料电泳涂漆,材料利用率一般可达85%以上,比喷漆要省40%。原材料可得到充分利用。•4)劳动条件好电泳涂漆电解液溶剂是水,不存在易燃易爆问题,也不污染空气,因此工作环境好。•由于电泳有上述优点,所以目前电泳涂装应用较广,如汽车、拖拉机、家用电器、电器开产、电子元件等均可应用。•此外彩色阴极电泳漆的出现适合于各类金属、合金、如铜、银、金、锡、锌合金、不锈钢、铝、铬等的涂装,所以铝门窗,人造首饰,灯饰等方面均得到了广泛的应用。LONGCHEERCONFIDENTIAL7•电泳的缺点•1)设备庞大、投资多除具备完整的前处理设备外,还需电泳槽及相应的附属设备、超滤装置及纯水制备设施、专用直流电源等。•2)适用涂料及品种受限制目前电泳涂料仅限于水溶性漆和水乳化漆;颜色仅限于深色底漆或单层底面两用漆,白色及浅色则困难。其原因是在电泳过程中(如阳极电泳沉积法)电离的铁离子和树脂阴离子中和沉积在工件上成黄棕色。•3)电泳漆膜后需烘烤一般烘烤工艺为150℃、1h,故耗能大。LONGCHEERCONFIDENTIAL8四、电泳加工流程介绍:(附带图片说明)•预脱脂→脱脂→水洗→表调→磷化→循环水洗→纯水洗→电泳→后冲洗→烘烤序号工序名称施工质量要求备注1前处理预脱脂工件在进入电泳槽前,必须无油、无锈、无尘(机械杂质),磷化膜均匀、细粒,P比大于85%,磷化膜在电沉积过程中溶出率不大于8%,膜重在1-3g/m2,滴水电导率不大于50us/cm。除油不尽:易造成磷化膜不均,发花涂膜花斑,涂装工件缩孔等弊病。2脱脂3水洗4表调磷化膜粗糙:易造成电泳涂膜薄、粗糙,甚至无法电泳;磷化膜溶出相应增大,槽液电导率无法控制,施工质量无法保证。5磷化6循环水洗7纯水洗8电泳电泳按槽液管理参数进行施工不同电泳槽由于设备条件不同施工参数将有不同9后冲洗后冲洗第一道循环冲洗水固体份不大于1.5%,第二道循环水洗固体份控制1%以下。.水洗固体份不能过高,否则涂膜因返溶使外观变差。10烘烤烘干烘烤条件170℃/20-30min以工件表面的实际温度为基准LONGCHEERCONFIDENTIAL9五、电泳产品的常见缺陷、良率:(附带产品实物图片说明)•1)彩虹:漆膜太薄;提高电压、补新漆、提高槽温。•2)桔皮:离子污染,镀膜过厚;超滤,降低电压。•3)水迹:清洗水污染;换清洗水,降低固含量。•4)火山口:表面有油污;加强工件预处理。•5)针孔:溶剂太少、酸当量过高;补加溶剂、超滤、补新漆。LONGCHEERCONFIDENTIAL10六、至少三家电泳厂的技术交流内容:(分析差异点和产生差异的原因)•1。收集三家厂此工艺的技术信息;•2。分析他们的共同点和差异点,以及产生差异点的原因;•3。要求厂商提供实物来证明;拍照实物;•4。分析判断各家厂商的实力和此工艺的成熟度;LONGCHEERCONFIDENTIAL11七、总结此工艺设计注意点和规避缺陷的措施:LONGCHEERCONFIDENTIAL12八、电泳、电镀的区别:•电镀的概述:利用电解作用使金属或其它材料制件的表面附着一层金属膜的工艺。•电泳涂装(electro-coating)是利用外加电场使悬浮于电泳液中的颜料和树脂等微粒定向迁移并沉积于电极之一的基底表面的涂装方法。LONGCHEERCONFIDENTIAL13九、实践:•1。我们实际项目中或龙旗其他事业部有没用过此工艺,此工艺成熟度和有哪些经验教训;•2。我们有没打样做样品试验过此工艺;•3。如果我们应用此工艺,我们推荐哪些厂商。LONGCHEERCONFIDENTIAL14谢谢!
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 56821319
56821319
本文标题:电泳工艺介绍
链接地址:https://www.777doc.com/doc-1300875 .html