您好,欢迎访问三七文档
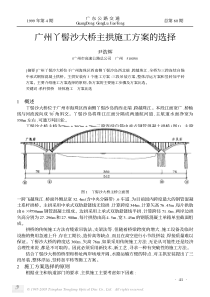
金属工艺学金属工艺发展历史石头石器陶土陶器青铜成形方法:铸造等钢铁成形方法:铸造、压力加工、焊接等非金属材料、新型材料:相应的(先进)加工方法打造烧制金属工艺发展历史仰韶文化、龙山文化时期制陶技术成熟(公元前5000-3500年左右)金属工艺发展历史商周朝代青铜文化鼎盛时期(公元前16-18世纪)金属工艺发展历史春秋时期铁器开始使用战国时期出现炼钢技术金属工艺发展历史铸造技术中国古代三大铸造技术泥范(砂型)铸造铁范(金属型)铸造失蜡铸造商周(3000年前)发明失蜡铸造技术战国中期出现金属型铸造隋唐以后掌握大型铸件生产技术金属工艺发展历史铸造技术实例1商代司母戊鼎河南安阳武官村出土,体积庞大,重875kg,花纹精细,造型精美。金属工艺发展历史铸造技术实例2越王勾践青铜宝剑湖北江陵出土,2000年后刃口锋利,寒光闪闪,可一次割透叠在一起的十多层纸张金属工艺发展历史铸造技术实例3神奇的西汉透光铜镜(西方人称“中国魔镜”)古代工匠巧妙利用了因铸件壁厚不同形成的铸造应力及变形的原理制成金属工艺发展历史铸造技术实例4存于北京大钟寺的明永乐大铜钟,重46.5t,钟身内外铸经文20万余字,是世界上铸字最多的大钟,钟声浑厚悦耳,远传百里金属工艺发展历史铸造技术实例5铸于953年的沧州五代大铁狮,由400多片铁范焊而成当阳铁塔,重76600斤,于宋代铸造,世界著名巨型铸件金属工艺发展历史锻造技术和焊接技术锻造技术和焊接技术在中国有着攸久的历史3000年前,商朝就用锻造技术制作兵刃战国时期,扩大到日常用品战国时期,应用了钎焊技术金属工艺发展历史锻造技术和焊接技术秦皇陵中铜车马上的金银饰件用无机粘接挤固定金属工艺发展历史世界上金属加工工艺最早专著-《天工开物》金属工艺发展历史第一次工业革命蒸汽机的发明第二次工业革命电气技术的应用金属工艺发展历史金属加工进入机械化和自动化时代蒸汽-空气锤金属工艺发展历史金属加工进入机械化和自动化时代水压机金属工艺发展历史金属加工进入机械化和自动化时代模锻压力机金属工艺发展历史金属加工进入机械化和自动化时代1885年发现焊接电弧1886年发明电阻20世纪中期,计算机、微电子、信息和自动化技术融入金属加工成形《金属工艺学》是一门研究金属性质、铸造、锻压、焊接和切削加工的综合性的专业基础课。通过对金属工艺学内容学习,了解和掌握金属材料及机械零件加工工艺的基础知识,为学习后续有关课程,并为以后从事涉及机械设计与制造方面的工作打下良好的基础。课程性质本课程的主要内容机械工程材料基础热加工工艺基础机械加工工艺基础金属材料与热处理铸造、锻压与焊接切削加工、表面加工产品设计工艺设计选材熔炼铸造下料钣金加工下料机械加工焊接锻压热处理机械加工或表面处理最终热处理装配检验包装出厂机械零件常规制造工艺流程应根据零件的性能要求、受载情况、服役条件、工作环境等选材选材选毛坯预先热处理机械加工最终热处理检验其中选材:金属材料种类繁多,性能不一,而且材料的发展日新月异,而零件的性能要求、服役条件各不相同,再加上材料的资源、价格等多方面考虑。毛坯是还没加工的原料,也可指成品未完成前的那一部分。可以是铸造件,锻打件,或是用锯割\气割等方法下的料。常见的毛坯种类(一)铸件对形状较复杂的毛坯,一般可用铸造方法制造。大多数铸件采用砂型铸造,对尺寸精度要求较高的小型铸件,可采用特种铸造,如永久型铸造、精密铸造、压力铸造、熔模铸造和离心铸造等。•(二)锻件锻件毛坯由于经锻造后可得到连续和均匀的金属纤维组织。因此锻件的力学性能较好,常用于受力复杂的重要钢质零件。其中自由锻件的精度和生产率较低,主要用于小批生产和大型锻件的制造。模型锻造件的尺寸精度和生产率较高,主要用于产量较大的中小型锻件。(三)型材型材主要有板材、棒材、线材等。常用截面形状有圆形、方形、六角形和特殊截面形状。就其制造方法,又可分为热轧和冷拉两大类。热轧型材尺寸较大,精度较低,用于一般的机械零件。冷拉型材尺寸较小,精度较高,主要用于毛坯精度要求较高的中小型零件。•(四)焊接件焊接件主要用于单件小批生产和大型零件及样机试制。其优点是制造简单、生产周期短、节省材料、减轻重量。但其抗振性较差,变形大,需经时效处理后才能进行机械加工。•(五)其它毛坯其它毛坯包括冲压件,粉末冶金件,冷挤件,塑料压制件等。毛坯的选择原则•(一)零件的生产纲领大量生产的零件应选择精度和生产率高的毛坯制造方法,用于毛坯制造的昂贵费用可由材料消耗的减少和机械加工费用的降低来补偿。如铸件采用金属模机器造型或精密铸造;锻件采用模锻、精锻;选用冷拉和冷轧型材。单件小批生产时应选择精度和生产率较低的毛坯制造方法。毛坯的选择原则•(二)零件材料的工艺性例如材料为铸铁或青铜等的零件应选择铸造毛坯;钢质零件当形状不复杂,力学性能要求又不太高时,可选用型材;重要的钢质零件,为保证其力学性能,应选择锻造件毛坯。毛坯的选择原则•(三)零件的结构形状和尺寸形状复杂的毛坯,一般采用铸造方法制造,薄壁零件不宜用砂型铸造。一般用途的阶梯轴,如各段直径相差不大,可选用圆棒料;如各段直径相差较大,为减少材料消耗和机械加工的劳动量,则宜采用锻造毛坯,尺寸大的零件一般选择自由锻造,中小型零件可考虑选择模锻件。毛坯的选择原则•(四)现有的生产条件选择毛坯时,还要考虑本厂的毛坯制造水平、设备条件以及外协的可能性和经济性等。机械加工方法传统的有现代的有车削、刨削、铣削拉削、镗削、磨削等数控加工、电火花加工、激光加工等特种加工方法车削一个具体零件的加工往往可用多种不同的加工方法,而每种加工方法所能达到的加工精度、加工质量、加工范围、加工效率是不同的。预先热处理:为使切削加工能顺利进行,可通过预先热处理调整硬度,为切削加工做好组织准备。最终热处理:使材料的性能达到要求。教材章节具体内容•1.金属材料的主要性能;•2.金属的液态成型(铸造生产);•3.金属的塑性成型(压力加工);•4.材料的连接成型(焊接生产);•5.切削加工成型。课程的特点•课程是机类专业应掌握的一门重要的专业基础课,具有很强的综合性和实践性,是在掌握了工程制图和金工实习课之后开设的专业基础课。通过本课程的教学,培养学生把理论与实践结合起来学习的理念,提高工程实践的意识,并能用所学的基本原理和方法分析实际生产技术问题,为学习后续课程并为以后从事机械设计和制造方面的工作奠定必要的基础。随着科学技术和生产力的不断发展,金属工艺学的内容构成也有所发展。应当指出,本课程的发展必然是有关学科的相互渗透和综合,而不是兼收并蓄、包罗万象、内容越来越复杂。它仍属工艺学范畴。金属工艺学是实践性很强的技术基础课,它有利于对学生进行技能训练,有利于培养学生具有更高的实际能力和开拓精神实践性强的技术基础课1.掌握金属材料和热处理基本知识,了解常用的表面处理方法。2.掌握热加工工艺和机械加工工艺的基本知识具有制定典型零件加工工艺规程的能力。3.具有综合运用工艺知识,分析毛坯或零件结构工艺性的初步能力。4.了解相关新材料、新工艺、新技术及其发展概况。四、学习本课程应达到的要求参考资料《金属工艺学》上、下册高等教育出版社邓文英《材料成型工艺基础》华中理工大学出版社沈其文《机械制造学》机械工业出版社王贵成《工程材料与热加工工艺》西北工业大学出版社裴崇斌《机械加工工艺》西北工业大学出版社裴崇斌《机械加工工艺基础》清华大学出版社金问楷《材料成形学》机械工业出版社李新城参考数目网络资源武汉理工大学金属工艺学精品课程网站哈工大金属工艺学精品课程网站广西工学院工艺学精品课程网站课程考核•平时成绩40%•=(上课出勤率+课堂表现+课下作业)•期末闭卷考试60%
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 ragnarokwl
ragnarokwl
本文标题:金属工艺学绪论_2
链接地址:https://www.777doc.com/doc-1302479 .html