您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 《农药行业清洁生产技术推行方案》doc-二、应用示范技术
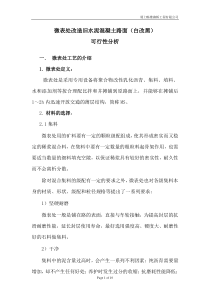
二、应用示范技术序号技术名称适用范围技术主要内容解决的主要问题技术来源所处阶段应用前景分析1二苯醚类除草剂原药生产废酸、废水、废渣中有利用价值的物质回收利用技术化工行业、印染行业等将三乙胺盐酸盐废水处理,并经精馏后制备三乙胺回用于生产系统;通过添加特殊的催化剂和溶剂,能够有效的将渣浆中三氟羧草醚提取出来,并用于氟磺胺草醚原药的生产;废酸经过处理后吸收三氧化硫生成高浓度硫酸用于生产。优化三乙胺盐酸盐处理工艺,筛选精馏塔的设计与操作参数;高效回收三氟羧草醚渣浆中的三氟羧草醚,并优化其工艺参数;优化吸收三氧化硫生成高浓度硫酸的工艺。自主研发应用阶段该技术从源头有效控制和削减污染物的产生,实现农药的低毒化、无害化清洁生产。按2000吨\年项目实施后每年可回收三乙胺720吨、三氟羧草醚130吨、95%的浓硫酸5800吨,实现经济效益3516.5万元,减排COD19.7吨,减排SS0.4吨,减排氨氮1.4吨,减排固废400吨。对国内农药行业具有一定的示范、辐射作用。2常压空气氧化技术生产二苯醚酸二苯醚类除草剂生产企业采用新型的复合催化剂和自行设计的塔式反应器,以空气代替氧气,在常压下完成氧化反应提高工艺收率,提升产品质量,减少废水排放,降低生产成本自主研发应用阶段二苯醚酸是二苯醚类农药产品生产过程中的通用中间体,应用此技术工艺收率可达98%,产品含量达97%,以年产5000吨除草剂计算,每吨产品废水由29吨减少至11.55吨,COD由0.147吨减少至0.0009吨,有效减少三废排放。3加氢还原生产邻苯二胺技术适应于采用硫化碱还原工艺生产邻苯二胺装置技术改造通过购置氢气柜、加氢还原釜、高真空泵等设备,采用浙江工业大学开发的加氢还原工艺建设邻苯二胺生产装置提升了产品质量;提高了产品收率;杜绝了生产过程中废水的产生。引进应用应用阶段邻苯二胺是一种重要的精细有机化学品,广泛应用于医药、农药、染料等行业。国内邻苯二胺年需求量约为5万吨。通过应用加氢还原工艺,邻苯二胺的质量显著提高,产品收率由97%提升至99.5%,且无废水产生,应用前景十分广阔。4农药适用该方法可以将酰氯本工艺采自主应以生产高效氯氟氰菊酯的酰氯化合成为例,在采用旧生中间体菊酸酰氯化合成清洁生产技术于化工生产中酰氯和醇酯化生成酯化合物反应化合成过程产生的氯化氢、二氧化硫以及少量的氯化亚砜实现分离,得到盐酸和纯净的亚硫酸钠固体。用将酰氯化合成反应尾气二氧化硫先冷凝分离,和HCl分步吸收,得到盐酸和亚硫酸钠的方法,变废物为可利用的资源,同时节约处理所用的碱,废水量大大降低。研发用阶段产工艺时,生产每吨产品处理酰氯化合尾气,要消耗约2.5吨30%液碱,产生45吨的高含盐废水和0.5吨废渣,采用清洁生产工艺后仅消耗1.9吨30%液碱,只产生0.2吨废水,无固体废渣。5拟除虫菊酯类农药清洁生产技术适用于拟除虫菊酯类农药的产业化生产通过负压蒸馏及精馏得精制甲醇;通过皂化及萃取蒸馏得精制吡啶;经皂化及蒸馏得三乙胺;由负压蒸馏及萃取得精制THF。本清洁生产工艺最大化的回收了各步生产中可利用基础原料和溶剂,在废水回收溶剂方面,改变了以往水溶性物质不可回收的状况;在蒸馏回收方面,采用了负压薄膜蒸馏技术,大大降低了能耗;对于极性溶剂根据溶解度特点,通过调节pH值大大增强了回收率。自主研发应用阶段本工艺以扬农年产3000吨拟除虫菊酯产业化生产线计,可处理1400吨酰氯化尾气,14600立方米甲醇废水,2200立方米吡啶废水,11700立方米THF废水,1140立方米三乙胺废水,得到盐酸1640吨,亚硫酸钠1700吨,精制甲醇1680吨,精制吡啶900吨,精制THF188吨,精制三乙胺130吨。整个系统年运行成本费用约2232万元,产生直接经济效益4182万元,在节能减排的同时还可获得可观的经济效益。6乐果原药清洁生产技术农药行业采用混合溶剂控制脱水套用、双并流脱膜脱溶、优化合成条件等手段,使合成总收率由64%提高至76%。总收率由64%提高至76%,主要原材料消耗下降18%,每吨产品COD总量下降45%。自主研发应用阶段国内有三个主要生产企业。国际市场需求约为3万吨,但生产过程三废量大,生产环境恶劣。该技术对提升乐果行业技术水平、降低原料消耗、减少三废排放具有重要应用价值。7草甘膦母液资源化回收利用草甘膦生产企业通过膜技术,对草甘膦母液进行综合利用草甘膦母液难以处理和不能作为10%水剂销售消化吸收,创新开发应用阶段按年产50万吨草甘膦计,每年处理草甘膦母液250万吨以上,大大降低企业生产成本。8除草剂莠灭净的一锅法绿色合成新工艺农药原药合成中存在异相反应的产品研究开发了高效相转移催化剂,使三步反应在一个反应设备内以一种非极性溶剂连续反应制得。解决了目前农药行业异相反应中由于溶剂置换造成的废水排放量大、COD浓度高的问题自主研发应用阶段采用该工艺,生产每吨产品可将污水降低到原排放量的10%以下,COD浓度降低至原来的10%以下;大大缩短了工艺流程,降低了物耗、能耗,减少了设备投资及人员用工费用,生产每吨产品可降低成本近1000元。9不对称催化合成精异丙甲草胺技术手性化合物的合成研究开发了超高效不对称加氢催化剂,有效地抑制了无效异构体的生成,使产品有效异构体含量达到国际先进水平。解决了获得手性化合物的最佳技术方案。自主研发应用阶段该技术的应用使原料利用率提高了60%,所得单一异构体的活性是传统原药的1.7倍;该工艺所得产品成本是传统的拆分工艺的20%。10高品质甲基嘧啶磷清洁生产农药行业采用硫酸+醇碱法合成中间体,组合液相法合成原药。总收率由原58%提高到72%,主要原材料消耗下降24%,产品消化吸收,创新开发应用阶段甲基嘧啶磷是粮食仓贮防虫的首选药剂,新技术使用成功后可使产品质量达到或超过先正达水平,且收率明显提高,生产成本较之低三分之一。技术质量由90%提高到95%,超过FAO标准,COD排放总量下降20%以上。11甲叉法酰胺类除草剂生产技术甲草胺、乙草胺、丁草胺生产企业采用甲叉法生产甲草胺、乙草胺、丁草胺废水产生量少,产品含量高,收率高;避免使用致癌物(醚)。引进应用应用阶段采用该生产技术能减少生产过程中废水的排放,提高工艺收率,提升产品质量,为企业节约生产成本,同时避免了有害物质的污染。三、推广技术序号技术名称适用范围技术主要内容解决的主要问题技术来源所处阶段应用前景分析12草甘膦副产氯甲烷的清洁回收技术甘氨酸法生产草甘膦工艺探索发现了甘氨酸法草甘膦生产过程产生的副产物氯甲烷,并开发了其清洁、简单、高效的回收工艺。基本杜绝草甘膦生产过程中副产物氯甲烷的排放,回收后可作为甲基氯硅烷单体等衍生产品的生产原料。自主研发推广阶段国内草甘膦产能2009年超过106万吨,实际产量达34万吨,其中甘氨酸路线草甘膦产量约24万吨,氯甲烷回收量可达12万吨(按照氯甲烷回收率500kg/t草甘膦计),氯甲烷价格按2700元/吨计,回收成本仅几百元,推广后效益可达2.8亿元,同时改善了操作环境,实现了资源综合利用。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 meatboneslash
meatboneslash
本文标题:《农药行业清洁生产技术推行方案》doc-二、应用示范技术
链接地址:https://www.777doc.com/doc-1303535 .html