您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > 中华人民共和国国家标准乳品设备安全卫生
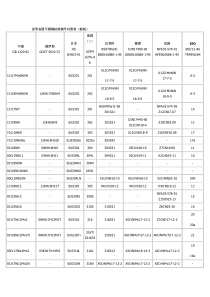
ICS67.260Y99中华人民共和国国家标准GB12073—××××代替GB12073—1989乳品设备安全卫生Securityandsanitarystandardfordairyequipment(报批稿)××××-××-××发布××××-××-××实施中华人民共和国国家质量监督检验检疫总局发布GB12073—××××I目次前言.............................................................................II1范围................................................................................12规范性引用文件......................................................................13术语定义............................................................................14材料及卫生要求......................................................................25机械设计原则........................................................................36机械安全要求........................................................................47特殊要求............................................................................5GB12073—××××II前言本标准的第1章、第2章、第3章为推荐性条文,其余为强制性条文。本标准代替GB12073—1989《乳品设备安全卫生》。本标准与GB12073—1989《乳品设备安全卫生》相比主要变化如下:——金属材料中不锈钢增加不锈钢管和配件的要求;——不锈钢板、管的产品接触表面,其表面粗糙度Ra值提高到0.8μm。本标准由中国轻工业联合会提出。本标准由全国轻工机械标准化技术委员会归口。本标准起草单位:南京乐惠轻工装备制造有限公司、泰安普瑞特机械制造有限公司、黑龙江达方浓缩干燥设备有限公司、轻工业杭州机电设计研究院。本标准主要起草人:张卫民、谌飞、范伟国、赵元军、刘清波、李峰、黄应标。本标准所代替标准的历次版本发布情况为:——GB12073—1989。GB12073—××××1乳品设备安全卫生1范围本标准规定了乳品加工专用设备的术语和定义、材料及卫生要求、机械设计原则、机械安全要求和特殊要求。本标准适用于乳品加工专用设备,不适用于配套动力供应设备(如锅炉、电机、制冷等)和实验室检验仪器。2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的昀新版本。凡是不注日期的引用文件,其昀新版本适用于本标准。GB150钢制压力容器GB/T1173铸造铝合金GB/T1220不锈钢棒GB2893安全色GB2894安全标志GB/T3190变形铝及铝合金化学成分GB/T3280不锈钢冷轧钢板和钢带GB/T4237不锈钢热轧钢板和钢带GB4806.1食品用橡胶制品卫生标准GB5226.1—2002机械安全机械电器设备第1部分:通用技术条件GB9687食品包装用聚乙烯成型品卫生标准GB9688食品包装用聚丙烯成型品卫生标准GB9689食品包装用聚苯乙烯成型品卫生标准GB9690食品包装用三聚氰胺成型品卫生标准GB9691食品包装用聚乙烯树脂卫生标准GB9692食品包装用聚苯乙烯树脂卫生标准GB14942食品容器、包装材料用聚碳酸酯成型品卫生标准QB/T2467食品工业用不锈钢管QB/T2468食品工业用不锈钢螺纹接管器3术语和定义下列术语和定义适用于本标准。3.1产品product乳与乳制品。3.2工作空气workingair用于产品加热、冷却、干燥、输送或检验设备密封情况等的洁净空气。GB12073—××××23.3产品接触表面thecontactsurfaceofproduct在产品处理、加工及包装过程中,按其功能要求设备表面需直接或间接暴露于产品,并与产品相接触的表面。3.4非产品接触表面thenoncontactsurfaceofproduct在产品区域内的其他暴露表面,通常不与产品相接触,然而,由于泄漏、溢出、设备损伤、人手的触摸等原因而有可能直接或间接与产品相接触。3.5原位清洗cleaninplace通过以一定压力、时间和浓度自动输送冲洗、清洗和消毒介质,对工艺设备的产品接触表面进行清洗和杀菌,从而避免人为清洗的必要,并保证每次清洗的一致性和重复性。4材料及卫生要求4.1金属材料4.1.1不锈钢不锈钢用于与制造产品相接触表面。如热交换列管、输送管、贮罐内壁、喷雾干燥塔内壁、粉车等。要求有良好的焊接性能,含碳量不超过0.15%。采用GB/T1220、GB/T3280、GB/T4237中规定的0Cr18Ni9、1Cr18Ni9Ti的不锈钢或与上述材料相当并经焊接工艺评定、抗腐蚀性能与上述材料相当的不锈钢材料如00Cr19Ni10、0Cr17Ni12Mo2、00Cr17Ni14Mo2等。食品工业用不锈钢管与配件应符合QB/T2467、QB/T2468的有关规定,不应采用焊接后可能生锈的的材料制造与产品相接触的机械或设备表面。不锈钢材料应无毒性、无吸收性,耐蚀性强,焊接性能良好。用于制造蒸发器的换热管和流体输送管应采用精轧或内壁抛光,其内壁与产品接触表面的粗糙度Ra值不应大于0.8μm,并且外管路外观应均匀一致。4.1.2铝合金用于制造乳桶、搅拌轮、旋转空气吹通阀等产品接触表面,应符合GB/T1173、GB/T3190的有关规定,应无毒性、无吸收性。4.1.3其他钢材用于制造与产品非接触表面,如罐底托、设备骨架、支架、支座、梯子、操作台等,应具有一定的抗腐蚀性能,满足使用条件下的强度和刚度要求,可采用电镀、涂防锈漆进行防腐处理。4.2非金属材料4.2.1塑料用于制造与产品接触表面时,应无毒性、抗磨损、并不应有任何影响产品的气味,在工作条件(清洗、杀菌、高温)下,应不改变其固有的性状,如形状、色泽、透明度、韧性、弹性等,且尺寸稳定,不老化,并满足GB9687、GB9688、GB9689、GB9690、GB9691、GB9692、GB14942的有关规定。4.2.2橡胶与产品接触的橡胶制品应满足GB4806.1的有关规定。在工作条件下性能相对稳定,具有抗油、耐热、耐酸、耐碱性能,在正常清洗、杀菌条件下,易清洗、不溶解、无毒性、无吸收性、并不应有任何影响产品的气味。4.2.3纤维材料应无毒性、无脱落物、耐热、不溶于水、并不应有任何影响产品的气味。在乳品设备上不应使用玻璃纤维材料。4.3其他具有产品接触表面的材料GB12073—××××34.3.1焊接材料焊接材料应具有与被连接材料相近的抗蚀性能,在焊接区域应形成紧密、坚固的组织,且强度可靠、无污染、无毒性、并不应有任何影响产品的气味。4.3.2视镜玻璃视镜玻璃可使用钢化硼硅玻璃或其它可使光线进入的材料,在工作环境条件下,应具有足够的强度、无毒性、耐热、不溶于水、并不应有任何影响产品的气味。4.3.3过滤介质可采用棉纤维、木纤维、活性碳、活性氧化铝等。过滤介质可为其中的一种或数种。在使用条件下,过滤介质应无毒性、无脱落物,耐热温度不应低于85℃。不应有毒性挥发物和其它可能污染空气和产品的物质,也不应有可能影响产品的挥发性气味。为净化空气,可以采用电力空气净化器。其原理是通过静电沉降,捕捉空气中的尘埃。4.3.4粘接材料在使用条件下应保证被粘接物体具有足够的强度、粘接牢靠,并应无毒性、无挥发性、无溶解性、无影响产品的气味。5机械设计原则5.1表面质量要求5.1.1不锈钢板、管的产品接触表面,其表面粗糙度Ra值不应大于0.8μm,塑料制品和橡胶制品的表面粗糙度Ra值不应大于0.8μm。5.1.2产品接触表面不应电镀、喷漆。金属材料,不应使用在生产、贮存过程中与产品或中间产品发生化学反应、锈蚀、晶间腐蚀的材料。5.1.3产品接触表面上应无凹坑、无疵点、无裂缝、无丝状条纹。5.1.4非产品接触表面粗糙度Ra值不应大于3.2μm,无疵点、无裂缝。如果电镀和油漆,要求镀面和漆面与本底粘接牢固,不易脱落。形成的表面应美观、耐久、易清洗。5.1.5对于既有产品接触表面,又有非产品接触表面,需要拆卸清洗的零件,不可喷涂油漆。5.1.6用于加热工作空气的表面应为耐蚀金属材料,或采用镀面。不可使用油漆。如属于应清洗部位,则应采用不锈钢材料制造。5.1.7与产品接触的软连接处,表面应伸直而无褶皱。5.2连接要求5.2.1产品接触表面上所有连接处应平滑,装配后应易于自动清洗。永久性连接处应无间断地焊接,焊口应平滑,无凹坑。非产品接触表面上的焊缝应平滑、连续、无凹坑,表面粗糙度Ra值不应大于3.2μm。5.2.2焊接连接:凡是与产品接触的部位应采用对接焊缝,并且与产品接触部分的焊缝应磨平并处理至表面粗糙度Ra值0.8μm。若采用对接焊缝施工工艺不能实现,或用户特殊要求,可采用角接焊缝,焊后必须采用钝化处理等手段去除焊缝处的焊接氧化膜等焊接污物,使焊缝处呈现出金属本色。非与产品接触的焊缝,应清除焊渣、焊接氧化污染物,呈现出光亮的金属本色。5.2.3下列情况时可以互搭焊接:a)对垂直方向倾斜的角度在15°~45°之间的侧壁;b)可以进行机械清理的水平上部表面。5.2.4对于焊接件,如果其中有一件厚度小于5mm,则允许加嵌条焊接。5.2.5工作空气接触表面上的焊缝应连续、严密。5.2.6在产品接触表面上粘接的橡胶件、塑料件(如需固定的密封垫圈、视镜胶框)等应连续粘接,并保证在正常的工作条件(清洗、升温、加压)下,不会脱落。粘接材料应满足第4.3.4的要求。GB12073—××××45.2.7互搭连接或咬口连接:当采用的金属材料厚度小于1.0mm,采用焊接工艺上不易实现的情况下,如喷雾干燥塔、各种保温罐、储罐保温后的外包皮,可采用相互搭接后进行间断焊接,焊缝长度不应小于10mm,焊缝间距不大于180mm。若采用焊接确实有困难可采用抽芯铝铆钉连接或采用咬口连接。当采用互相搭接连接时,应考虑刷洗设备外表面的情况,应是由上向下压搭连接,以免将水灌入保温层内,且拉铆间距不应超过200mm。在搭接缝处采用宽度不少于20mm的压条,采用抽芯拉铆钉将两个以上的被连接件连接在一起。5.3槽、角及圆角半径5.3.1放置密封圈的槽和与产品接触的键槽,其宽度不应小于深度。在安装位置允许的情况下,槽的宽度不应小于6mm。5.3.2产品接触表面上任何等于或小于135°的内角,都应加工成圆角。5.3.3圆角半径一般不应小于1~1.5倍的管直径或3倍的板壁厚且不小于6mm,但下列情况除外:a)互搭连接(焊接或粘接)处、嵌条焊接处、键槽内角和密封垫圈放置槽的内角处,其圆角半径不应小于3mm;b)导向阀、逆止阀、三通阀、截止阀,其内角的圆角半径不应小于1.6mm;c)节流阀、空气分流装置、气门等处,其昀小圆角半径不应小于0.8mm;d)乳泵、压力表、流量表、液面高度指示装置等,由于功能要求,必须小于0.8mm的圆角半径部位,应易于接触,便于手工清洗和检查。5.4轴承5.4.1采用产品进行润滑的轴承,应采用聚四氟乙烯等不能导致产品污染的材料制造,且按有关轴制造工艺要求进行制造。5.4.2非采用产品进行润滑的轴承如必须穿过产品接触表面,或可能污染产品,则轴承的周围必须设计密封装置以防污染。5.
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
![万科物业品质监督体系[1]](/doc-105022.png)


 jwwcom
jwwcom
本文标题:中华人民共和国国家标准乳品设备安全卫生
链接地址:https://www.777doc.com/doc-1308615 .html