您好,欢迎访问三七文档
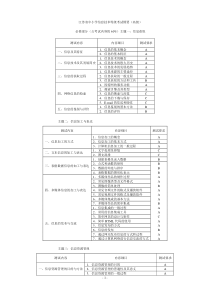
静置设备制作一﹑本章是以施工企业所属的设备制造厂的加工二﹑本章适用于碳钢、低合金钢、不锈钢Ⅰ、Ⅱ类金属容器、塔器、热交换器的整体、分段、分片制作,以及容器、塔器、热交换器的人孔、手孔、三﹑本章内的容器、塔器、热交换器制作主体项目均不包括以下工程内容:12345671.平焊法兰、对焊法兰、弯头、异径管、标准紧固件、液面计、电动机、23.未列入国家、省、市产品目录,以图纸委托加工的铸件、锻件及特殊筒体(常压)筒体(压力)圆形平底盖伞型顶盖椭圆封头锥型封头管板折流板管箱隔板法兰φ<500法兰>φ50094%93%75%70%60%50%30%31%88%30%55%塔板组合件基础模板换热管束拉杆定距管螺旋盘管接管裙座鞍座其他结构72%62%86%98%98%92%90%85%84%90%注:1.金属容器按设计压力分常压容器与压力容器,分别执行“筒体(常压)”利用率和“筒体(压力)”利用率;塔器、热交换器的筒体均按“筒体(压力)”的主材利用率计算;2.外购件(外协件)价格另计,不再另计算主材利用率;3.塔板组合件是指塔盘、受液盘、支承板、降液板等及其连接件,除外购件以外与塔盘组合的零配件;4.换热管束是指列管式热交换器和U型管热交换器的管束;5.人孔、手孔、接管补强板按筒体主材利用率计算;6.短管按接管制作的利用率计算;7.设备法兰制作按法兰外径的尺寸和金属净重量分别计算主材利用率;8.其他结构是指随设备制作的内部梯子、挡板、支架等,不含设备外的梯子、平台和栏杆等;9.各部件材料毛重=各部件金属净重量/该部件主材利用率;10.主材费=∑(各部件金属材料单价×该部件材料毛重)。[ZK)]六﹑金属材质是分别以碳钢、低合金钢、不锈钢的制造工艺进行编制的。除超低碳不锈钢按不锈钢定额项目乘以系数1.35调整外,其余材质不得调1.金属容器(1)当碳钢、不锈钢平底平盖容器有折边时,执行椭圆形封头容器相应子目;当碳钢、不锈钢锥底平盖容器有折边时,执行锥底椭圆封头容器的(2)无折边球形双封头容器制作,执行同类材质的锥底椭圆封头容器的(3(4)金属容器的内件已按各类容器综合考虑了简单内件和复杂内件的含量。除带有内角钢圈、筛板、栅板等特殊形式的内件执行填料塔相应子目(5)夹套式容器按内外容器的容积分别执行本定额相应子目并乘以系数1.1(6)当立式容器带有裙座时,应将裙座的金属重量并入到容器本体内计(7PN>1.6MPa时,执行低合金2(1(2)碳钢塔的内件为不锈钢时,则内件价格另计,其余部分执行填料塔相应项目,其定额乘以系数0.9(3)组合塔(两个以上封头组成的塔)应按多个塔计算,塔的个数按各组段325mm考虑,若管径不同时25mm时,定额乘以系数1.1;当管径大于25mm时,定额乘以系数0.95。工程量计算规则1.金属容器、塔器、热交换器的“容积”是指按制造图示尺寸计算(不考虑制造公差)以“m3”表示,不扣除内部附件所占体积。“金属净重量”是指以制造图示尺寸计算的金属重量,以“t2.金属容器、塔器、热交换器的设备重量,以金属净重量“t”为计量单位,不扣除开孔割除部分的重量;不包括外部附件(人、手孔、接管、鞍座、支座)和内部防腐、刷油、绝缘及填充物的重量。塔器的工程量应包括3.外购件和外协件的重量应从制造图的重量内扣除,其单价另行计算。4.计算材料消耗量时,应以金属净重量区分各结构组成部分的材质,按5.鞍座、支座制作,按制造图纸的金属净重量,以“t6.人孔、手孔、各种接管制作,按图纸规定的规格、设计压力,以“个”78.地脚螺栓制作,按螺栓直径以“10个”为计量单位。C.E.2静置设备安装(编码:030502)说明一﹑本章适用于材质为碳钢、合金钢、不锈钢等静置设备安装工程,包括容器、反应器、热交换器、塔器以及空气分馏塔、催化裂化再1234561.容器类:各种形状的空体、内带夹套立式、卧式容器,内有冷却、加2.反应器类:各种形状或进行聚合、分离、蒸发、结晶等内有复杂装置(内部可拆件和其他内件占设备重量的5%以上)3.热交换器类:各种结构的换热器、冷凝器、蒸发器、加热器和冷却器;4.塔器类:包括各种结构、类型的板式塔、填料塔及其他结构与塔体组56.空气分馏塔:包括双高压工艺流程及分子筛流程的空气分馏塔整体安装,及全低压板翅式可逆热交换生产工艺现场组装的冷箱及冷箱内的静置789.焊缝及整体热处理。12345678910111213.F.R.P14.空分塔安装前设备、阀门脱脂、试压(制造厂应充氮密封到现场);1516.冷箱内管道充氩保护焊,如需充氩保护时,氩气用量乘以系数1.7,1718五﹑有关1(1(2)项目中不包括组装成整体后的就位吊装,该部分工作内容应另套一(3①分段容器按两段一道口取定,每增加一道口,其定额增加35%②分段塔器按三段两道口取定,若分两段到货一道口时,定额乘以系数0.75,三段以上每增加一段,定额增加35%(42(1(2)热交换器安装不包括抽芯检验;如需抽芯检验时,应执行热交换器(3)容器安装不包括抽芯检验,如需抽芯检验时,执行容器带抽芯检查(4)热交换器抽芯检查所用垫片,项目中是按耐油石棉橡胶垫取定;如(5)塔盘安装是综合测算取定的,不论采用立式安装还是卧式安装,除(6(7)本定额按立式和卧式设备的重量综合取定其形体尺寸,以设计正负零为基准,至设备底座安装标高点为吊装高度范围,分别执行相应子目,不得再计取超高费。实际施工采用的吊装方法和吊装机具与本定额取定不(8)塔器与立式容器安装是根据吊装高度、设备重量、设备形体尺寸划分为三个安装高度,采用不同的吊装机具。按下述规定采用格架式金属抱基础标高小于或等于10m,设备吊装重量≥80t基础标高10~20m,设备吊装重量≥60t基础标高大于20m,设备吊装重量≥40t3.液化气预热与后热按板材不同厚度分别列项计算,适用于设备和球形45.球罐整体热处理采用超细玻璃棉保温,如采用其他保温材料或保温厚度不同时,可按实换算调整保温材料,但人工和机械用量不变。工程量计算规则1.“分片设备组装”和“分段设备组对”项目内均不包括设备吊装就位工2.分片、分段设备安装,根据设备名称、不同材质、焊接形式、设备直径等条件,按设备金属重量以“t3.“设备金属重量”包括设备本体以及随设备供货的内部固定件、设备开口件、加强板、裙座、支座等全部金属件的重量。但不包括设备填充、内衬、塔盘和内部可拆件、外部梯子、平台、栏杆以及采用立装法施工的内4.整体设备安装应根据设备类型、基础标高、设备重量范围分别以“台”5.整体设备安装的“基础标高”是指以设计正负零为基准,6.整体设备安装的“设备重量范围”是指整体设备的本体、附件、吊耳、绝缘、内衬以及随设备一次吊装的管线、梯子、平台、栏杆和吊装加固件7.整体设备安装中,基础标高小于或等于10m、设备吊装重量达到80t,基础标高大于10m且小于或等于20m、设备吊装重量达到60t,基础标高大于20m,设备吊装重量达到40t时,均选用格架式金属抱杆吊装。若实际采用的吊装机具和吊装方法与本定额取定不同时,不得调整。但超出项8910.塔内衬合金板,区分不同的构造部位,按合金板的重量以“t”为计量11.设备填充,按填充物的种类、材质、排列形式和规格,以“t”为计量12.空气冷却器管束(翅片)安装,按设备重量以“片”为计量单位;构架安装,按金属重量以“t”为计量单位;风机安装,按设备重量以“台”13.反应器安装分别按14.再生器、沉降器整体吊装,按设备重量以“台”为计量单位。设备重量按设计图纸重量计算,除现场组装重量外,应包括钉头、端板及龟甲网、15.钉头、端板、龟甲网安装,按种类、材质,以“m216.整体安装的分馏塔以“台”为计量单位,按设计重量包括全部内件及17.空气分馏塔组对安装按设计图纸计算,以“t”为计量单位。设备总重量包括冷箱结构架、壳体、平台、栏杆、梯子、冷箱内设备(上、下塔,热交换器等)、管道、管件、阀门、阀件、支架、吊架、联接板等冷箱内全部金属件重量;但不包括冷箱第一个法兰外管道、设备以及电气、仪表18.设备填充物充填,按实填以净重“t”为计量单位,损耗量已包括在内,19.电解槽安装,按设备构造形式,分别以“台”为计量单位。设备重量(1)钢框架底座、玻璃钢盖电解槽安装,包括底座、阴极箱、阳极板、(2)混凝土槽底、盖电解槽安装,包括壳体、阴极箱、阳极石墨、槽向导板(电解铜)等全部金属、非金属件20.电除尘器安装,按设备重量以“t21.玻璃钢电除(1)玻璃钢整体结构包括壳体、集酸极板、出入口罩、料斗、导料叶片、(2)金属结构包括柱、支架、支撑、操作平台、梯子、栏杆以及连接各22(1)壳体包括:外壳、支座、梯子、平台、栏杆、端板、中尾泛进出口(2)阴阳极及排灰装置包括:内部各种结构支梁、吊架、阴极板、阳极23.焊缝预热、后热,应根据板厚不同按实际热处理焊缝长度,以“10m”24.液化气焊缝预热、后热器具制作,应根据设备类型和容积以“台”为计量单位。容器、塔器类设备,如容积大于300m3时,可执行球罐定额。25.设备整体热处理,应根据设备重量以“t26.球罐整体热处理,应按不同供热方式和球罐不同容积,以“台”为计27.焊后局部热处理,应根据设备板厚以焊缝长度“10m”为计量单位。2829.设备在基础上安装需要二次灌浆时,执行C.A《机械设备安装工程》相应子目。C.E.3工业炉安装(编码:030503)说明一、本章适用于化学工业炉、炼油厂加热炉、化肥装置加热炉及废热锅炉二、本章不包括以下工程内容:1.钩钉金具的制作安装;2.托盘、管路衬里、刷油、防腐、保温、绝热、砌筑、耐火衬里、烘炉;3.焊缝无损探伤检验和焊前预热、焊后热处理;4.钢板组合型钢的制作、金属构件预组装以及卷板平整与切割;5.带隔热层管板制作中不包括隔热层安装;6.排管制作安装中不包括阀门、法兰安装;7.炉本体第一个法兰以外的配管及其附属设备安装;8.化工炉试压用水及试运转时水、电、汽的费用。1.平焊法兰、对焊法兰、90°弯头、180°弯头、浮球、液位计、集油器、调油(水)阀、燃烧器、燃烧道、测水电极、标准紧固件、电极板、2.未列入国家、省市产品目录的图纸委托加工的锻件铸件及特殊加工件。四、化工炉的墙、顶、底是按成片到货,炉管按成组成排散装到货,废热系统的烟风道、烟囱均按分段到货,零部件按成品、半成品到货考虑,均未包括制作工程。现场制作时可采用炼油厂加热炉制作的相应子目。工程量计算规则11)炉体结构制作安装,以“t”为计量单位,炉体结(2)烟道、风道包括本体段、弯头、附件、加固件、补偿器、支架、吊架、支座等总重量,以“t(3)炉管包括本体、管件、预热器、联箱、集管箱、支架、吊架等重量,以“t(4)烟囱包括本体、孔门、附件、加固件、安装在烟囱上的爬梯等重量,但不包括盘梯、平台、栏杆、消防喷淋装置等重量,以“t”为计量单位。2(1)炉架包括框架(立柱、横梁)、炉底、炉体或筒体、炉顶、侧墙、对流弯头箱框、对流顶及横梁、保护罩等金属结构重量,按构造形式以“t”(2)金属烟囱包括烟囱本体、支架、风缆绳、门孔附件、加固件和安装(3(4(5)活动平台包括吊栏、轨道、护栏、起重索具、卷扬机及平衡装置等(6(7)排管安装包括对流、幅射排管、过热蒸汽排管及横竖布置的光管和(8)其他附件安装包括各类管组、法兰、定位管、吊管、管卡及吊架等金属附件重量,按不同材质,以“t(9)炉管安装不包括焊接,炉管焊接分别不同管径按实际焊口以“10个”(10)加热炉管安装以“t”为计量单位,但不包括急弯弯管重量。急弯弯3.工业炉现场焊接防风、防雨棚及组装焊接转胎等辅助性工程,应按批4.工业炉炉管的原材料超声波探伤检查、焊前预热与焊后热处理、无损(12)焊缝X光与超声波探伤检验,对接焊缝数量按100%计算;合格标准均为Ⅰ、Ⅱ级。X光与超探施工方式的确定,应按设计规定,设计无规定时可按批准的施工方案确定。采用超声波探伤时,应增加X光探伤复检数量,按占焊缝总长度的20%X射线探伤的角焊缝,5.现场分段、分片组对的炉窑壳体焊缝焊前预热与焊后热处理,无损探伤1)
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 zn2pp
zn2pp
本文标题:静置设备制作
链接地址:https://www.777doc.com/doc-1317676 .html