您好,欢迎访问三七文档
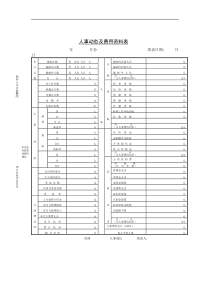
别克护套(碰撞套)试生产过程控制计划编制:刘仁山审核:批准:日期:2002.6.26控制计划第1页,共3页样件√试生产生产控制计划编号BK02主要联系人/电话刘仁山/021-58374291编制日期:2000-3-13修订日期:2002-10-9零件号/最新更改水平10276595/011097核心小组姜清波马青华王亚萌王家银顾客工程批准/日期零件名称/描述别克护套(碰撞套)供方/工厂批准/日期顾客质量批准/日期供方/工厂上海凯众聚氨酯有限公司供方代号其它批准/日期其它批准/日期过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价测量技术样本控制方法容量频率05原料接收1数量标识外包装采购合同目测100%每批检查、验证隔离标识通知采购员10原料检验1硬度B邵A87±5邵A硬度计2次每年原材料检验报告隔离、标识通知采购员2拉伸强度B≥10MPa3断裂伸长率B≥100%材料试验机4撕裂强度B≥90KN/m材料试验机5压缩变定B≤70%压缩变定试验装置(22h/70℃)6耐热性B硬度变化≤15点高温烘箱(100℃/70h)B拉伸强度变化≤-20%B断裂伸长率变化≤-40%7耐油性B硬度变化0~-20点高温烘箱(ASTMOilNo.3100℃/70h)B拉伸强度变化≤-45%B断裂伸长率变化≤-45%B体积变化0~35%15原料准备混料机1混合比树脂:色母=100:1(Wt)精度0.05Kg磅秤、0.1g精度电子天平1次每次配料加料记录-Ⅱ重新配料2混合时间1-3min定时计控制计划第2页,共3页过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价测量技术样本控制方法容量频率20注塑注射机1干燥时间B≥2h加料控制线1次每次自检调整2干燥温度B100±10℃温控仪1次每班流转卡调整3工艺参数B见工艺参数表显示屏2次每班流转卡调整/再检查4外观B成型件完整无缺,表面不得有未充满、浇口撕裂、飞边、变形、缩坑、气泡等缺陷目测100%连续流转卡隔离/标识/调整/再检查5尺寸B孔中心距:Φ148.2±1.5mm游标卡尺10件/腔每次生产过程巡检记录隔离/标识/调整/维修/报主管领导B内径:Φ11.2±1.0游标卡尺+检块B排水孔:Φ6游标卡尺B开口宽度:5.0游标卡尺+检块B壁厚:1.5±0.3mm游标卡尺A壁厚:2.5±0.3mm游标卡尺5件/腔。次1次/2hX-R图25修边检验1外观C表面不得有未充满、浇口撕裂、严重飞边、变形、缩坑、气泡、修伤等缺陷目测100%每班流转卡隔离/标识2平整度B≤15mm高度尺5件每班过程巡检记录隔离/标识/报主管领导30最终检验1外观C黑色、表面亚光;表面不得有未充满、浇口撕裂、严重飞边、变形、缩坑、气泡、修伤等缺陷目测至少3个每批检测报告隔离/标识/报主管领导2平整度B≤15mm游标卡尺3尺寸BΦ148.2±1.5mm游标卡尺至少3个每批检测报告尺寸BΦ11.2±1.0游标卡尺+检块尺寸BΦ6游标卡尺尺寸B5.0游标卡尺+检块尺寸A2.5±0.3游标卡尺控制计划第3页,共3页过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价测量技术样本控制方法容量频率30最终检验3尺寸B1.5±0.3游标卡尺至少3个每批检测报告隔离/标识/报主管领导35包装1标识填写正确、粘贴牢固目测100%连续流转卡返工/再检查2包装纸箱(690×525×365)mm目测3数量(17个/串×11串+13个/串)/箱人工计数40最终审核1外观无未充满、浇口撕裂、大缩坑、大飞边、大气泡、严重变形等目测100%每次入库成品最终审核报告返工/再检查2数量与外标签相符人工计数10%3标识清晰无误、无修改、粘贴牢固目测100%45入库1数量数量正确(箱/袋数+零数)人工计数100%每次入库产品交库单拒收/隔离2标识无误目测100%注:A-关键B-重要C-一般
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 liangjj
liangjj
本文标题:试生产控制计划
链接地址:https://www.777doc.com/doc-1323058 .html