您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 中小型鼠笼铸铝转子异步电动机生产工艺导引(试行)
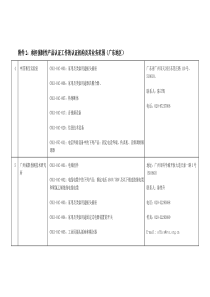
1《中小型鼠笼铸铝转子异步电动机生产工艺导引(试行)》编制说明一、编制目的和适用范围电动机的技术经济指标在很大程度上与其制造材料、制造工艺有关。在电动机制造厂中,同样的设计结构,同一批原材料所制成的产品,其质量往往相差甚大。电动机的铁损相差可达40%,线圈绝缘耐压强度相差可达80%,电动机绕组的使用寿命更可相差好几倍。之所以如此,除原材料质量不够稳定外,另一个重要原因是工艺不够完善或未认真按工艺规程加工。没有先进的制造工艺技术,很难生产出先进的产品。为了指导和规范福建省“中小型鼠笼铸铝转子异步电动机”(以下简称电动机)的生产,福建省经贸委委托有关单位和专家编制了《中小型鼠笼铸铝转子异步电动机生产工艺导引》(以下简称《导引》)。中小型鼠笼铸铝转子异步电动机是产量最大,使用范围最广的电动机。本《导引》适用的产品范围包括铸铁机座(机壳)、铸铝机座、钢板机座或其他机座的中小型鼠笼铸铝转子异步电动机;既包括三相电动机,也包括单相电动机。适用的企业包括整机厂,也包括零部件厂;只进行电动机部分工序制造的可以在其相关的部分执行本《导引》。二、对于部分制造工艺及其技术要求的说明1、机座是电动机的主要结构零件,对电动机的互换性和空气隙的均匀度影响很大。合理加工对提高电动机质量、降低加工费用关系很大。2、端盖结构的刚度、止口与轴承室的尺寸精度和形位偏差,将影响定2子与转子之间的空气隙的均匀度。应在设计和加工时注意。(小型电动机端盖加工常用内止口,中大型电动机端盖加工采用外止口。)3、主轴常用45号优质碳素结构钢。主轴加工分预备加工和成形加工两阶段。预备加工即圆钢调直、毛胚下料,平端面和打中心孔。成形加工即粗车、半精车、磨外圆、铣键槽等。4、铁芯压装工艺铁芯压装的任务就是将一定数量的冲片理齐、压紧,固定成一个尺寸准确、外形整齐、紧密适宜的整体。铁芯压装的技术要求有2点说明:(1)铁芯重量要符合图纸规定。铁芯重量不足将使磁感应强度增加,导致电动机铁耗增加、激磁电流增大,功率因数和效率降低。(2)压力均匀和紧密度适宜铁芯在机械振动,电磁和热力综合作用下,不应出现松动和变形。铁芯过松,则一定长度内冲片数减少,不仅导磁截面不足,而且引起振动噪音,损坏绝缘;如果压的过紧,使片间绝缘电阻降低,甚至损坏片间绝缘,将使铁耗剧增。压力不均,过紧处绝缘易损坏,过松处往往造成铁芯松动。5、提高铁芯叠压质量措施:①保证冲片质量②冲片应尽可能顺序顺向叠放③保证压装时用胎具、槽样棒等工艺装备精度和粗糙度④加强压装后质量检查36、转子压装质量对铸铝及电磁性能影响转子铁芯压装一般为定量压装,控制长度,压力仅作参考。分二次压紧(槽样棒比冲片槽形小0.15~0.2mm)。压力过大,退出假轴后笼条上承受很大的拉力,可能造成断条。压力过低,预热时铁芯往往松动造成废品。若未能保证定量压装,将影响电磁性能。小型电动机转子槽斜度公差一般控制在±1mm以内。7、铸铝鼠笼转子制造工艺铸铝鼠笼转子结构简单,坚固耐用,制造方便,与焊接鼠笼转子相比,具有很大优越性。①转子槽形不受导体材料截面限制,根据电磁性能要求,可灵活设计最佳槽形。②铸铝导体填充整个转子槽中,槽满率近乎100%,有利热量导散。③笼条、端环与铁芯组成一个紧固整体,可省去紧固件。④转子风叶与笼条、端环及平衡柱同时铸出,提高散热效能。⑤铸铝转子结构对称紧凑,易于达到机械平衡。⑥生产周期短,工时少,成本低,适于大批生产。缺点:由于笼条与铁芯接触非常紧密,以致杂散损耗较大。(可以增大笼条与铁芯间接触电阻,减小电动机杂耗:转子槽绝缘处理,磷化处理。)转子用铝纯度一般≥99.5%。对要求高起动转矩、高转差电动机转子则用高电阻铝合金。转子铸铝方法有:重力铸铝、振动铸铝、离心铸铝、压力铸铝、低压铸铝。其中离心铸铝设备简单,经验成熟。8、绕组制造工艺4绕组是电动机关键部件,又是最易损坏的薄弱环节,受电磁、热、机械振动作用,以及环境因素影响。电动机寿命,运行可靠性主要取决于绕组。绕组绝缘处理目的:①提高电机耐潮性能。②提高绕组电气性能。③提高绕组耐热导热性能。④增强绕组机械性能。⑤提高绕组化学稳定性。中小电动机绕组绝缘常用浸漆处理。浸漆工序为:1、预烘;2、浸漆;3、滴漆后干燥。根据要求有时绕组要进行多次浸漆。9、绕组的检查与试验检查项目:外观、几何尺寸、绝缘强度、电磁性能(多匝的匝数),以防止不合格品流入下一道工序。①绕组外观检查绕组嵌装后,端伸长度应一致,高度应符合图纸要求。各部分绝缘按规定,槽楔无松动或高出槽口,槽口绝缘应包好在槽子楔下,出口处绝缘无破裂。所有绝缘材料应无松动及凸出。浸漆后漆膜光滑平整。②三相绕组电流平衡试验(接线后,浸漆前进行)此项与测量绕组直流电阻可选择使用,但比后者更易于发现绕组匝数或接线上的错误。绕组通入三相对称低压(3~10%UN),三相电流偏差5(×100%或×100%)≤±3%,且数值与同型号规格的电动机接近,则为合格。若电流不平衡,改换电源接头重测一次,分析是否电源接线原因(注意:被试件上不许放置磁性物品,以免一部分线圈电抗增大,人为造成电流不平衡)。若电流不平衡或与同一外施电压下同型号绕组相差±3%以上,则可能绕组并联路数、极对数错误;或Y、△接错(这类错误不平衡电流远大于±3%),或所用线圈匝数、节距与图纸不相符。③绕组绝缘电阻测定冷态:R≥;热态:R≥。(式中UN——电动机额定电压,V;PN——电动机额定容量,kW;R---绕组绝缘电阻,MΩ)绕组绝缘电阻一般不能作为判别绝缘介电强度可靠依据。采用E、B、F、H级绝缘电动机,绕组绝缘电阻远超过上面热态的计算值。UN<500V,采用500V兆欧表测量;500V<UN<3000V,采用1000V兆欧表测量;UN>3000V,采用2500V兆欧表测量。④绕组直流电阻的测量可以检查三相电阻是否平衡,与设计值是否相符,并可作为检查匝数、线径和接线是否正确,焊接是否良好等缺陷的参考。测量一般用电桥法,简便安全。R<10Ω,采用双臂电桥;R>10Ω,采用单臂电桥。同一电动机的冷态与热态电阻,电桥量程开关应在同一位置,以减小测量误差。一般测三次。对中小型交流电动机,同一电阻每次6测量值与其平均值相差≤±0.5%。(与设计值比较≤±4%。)⑤绕组耐压试验耐压试验是保证绕组绝缘可靠性的重要措施,属于破坏性试验。只有外观检查合格的半成品及绝缘电阻测定合格的成品才进行耐压试验(包括匝间)。绕组的耐压试验:电压从1/3~1/2试验电压开始升压,经过10~15s升至全压,维持1min。一般试验电压2UN+1000V,最低为1500V。试验完毕,应均匀降压,待电压下降到全值的1/3以下时,方可断开电源,并将被试绕组进行放电。大批量连续生产的电机进行检查试验时,允许用规定的试验电压数值的120%,历时1秒进行试验。绕组耐压试验的具体试验要求、试验方法、试验电压值均应按相关产品试验方法、技术要求等标准执行。绕组匝间耐压应按相关试验方法,并应符合相关技术要求。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 ktcl444
ktcl444
本文标题:中小型鼠笼铸铝转子异步电动机生产工艺导引(试行)
链接地址:https://www.777doc.com/doc-1323129 .html