您好,欢迎访问三七文档
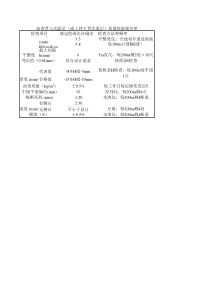
12、轧钢工艺2.1产品大纲及金属平衡2.1.1产品大纲本车间设计为2条年产量80万吨的高速线材生产线。主要产品规格为:圆钢:Φ5.0—Φ20mm光面线材螺纹钢:Φ6.0—Φ18mm螺纹钢筋生产钢种为:普通碳素结构钢、优质碳素结构钢、锚螺钢、合金钢、不锈钢、轴承钢等。按品种规格和钢种分类的产品大纲见表2—1、2—2。产品大纲表2—1产品大纲表2—2序号产品规格范围年产量(t)比例(%)序号钢种代表钢号年产量(t)比例(%)1普通碳素结构钢Q235400000252优质碳素结构钢45#80#480000303焊条钢320000204弹簧钢60Mn60Si2Mn6400045合金结构钢40Gr160000106冷镦优质钢ML25—ML4580000107不锈钢80000.58轴承钢80000.57合计(t)16000001008比例(%)10021ф5-ф5.5160000102ф6.0—ф9400000253ф10—ф13720000454ф14—ф18240000155ф20800005合计1002.1.2产品质量及标准(1)产品交货状态:均以盘卷状态交货(2)产品执行标准—GB/T14981-94热轧盘条尺寸、外形、重量及允许偏差—GB700-88碳素结构钢—GB/T699-1999优质碳素结构钢技术条件—GB6478-86冷镦钢技术条件—GB/T3077-1999合金结构钢技术条件—GB1222-84弹簧钢2.1.3原料车间所用原料为连铸坯,全部由潍钢炼钢供给,钢坯规格尺寸为:150×150×12000mm,净重为2075kg,最小坯料长度为8000mm。坯料应满足国家标准YB2011—83中规定和YB/T004—91中规定的内容。连铸坯年需要量为166.4万吨。2.1.4金属平衡车间原料用量为166.4万吨,成品量为160万吨,成材率为96%,金属平衡见表2—2。车间金属平衡表表2-3原料量(t)产品炉内烧损及二次氧化切损及轧废数量所占数量所占数量所占3(t)比例(%)(t)比例(%)(t)比例(%)166.416096240001.5400002.52.2生产工艺流程2.2.1生产工艺流程简图生产工艺流程简图运坯辊道`链式提升机加热炉装钢辊道钢坯称重测长加热炉加热高压水除鳞切头尾粗轧机组轧制切头尾打捆表面尺寸检查P&F线运送冷却集卷挂卷散卷运输控制风冷检查42.2.2生产工艺流程简述该高速线材生产车间建在潍坊钢铁集团有限责任公司棒线材厂的东侧,其生产用钢坯均由炼钢厂提供。连铸坯供料为热坯供料方式。钢坯在加热炉内加热1050至1150℃后,由炉内输出辊道送出炉外。出炉后的钢坯由保温辊道送入轧机进行全连续轧制。轧机全部呈平—立交替布置,共有30机架,分为粗、中、预精轧、精轧、减定径机五个机组,1#-18#轧机为平立交替布置,精轧机各机架轧辊轴线与水平面称45°倾角,相邻两机架间轧辊轴线90°交替布置。各架轧机均由交流变频电机单独传动,轧件在第1到第12机架之间采用微张力轧制;从12号机架至精轧机前设置量2个侧活套,8个立活套,采用无张力轧制。。在精轧机前后设有穿水冷却装置,精轧机前水冷线长42米2个水箱,精轧后水冷线4个水箱通过控制水压、水量、水箱数及每个水箱的冷侧活套切头尾中轧机组轧制飞剪切头碎断剪碎断水冷箱、水冷机架间立活套预精轧机组轧吐丝机布线圈夹送辊夹送在线测径仪水冷段控制冷减径定径机水冷段控制冷精轧机组轧制侧活套5却喷嘴数来控制精轧和减径定径机入口处轧件温度及线材吐丝温度。轧件经夹送辊和吐丝机形成螺旋状线圈,并落在风冷辊道上,根据处理的钢种和规格,可以调节辊道速度、风量等,以控制线材冷却速度。线材在运输机尾部落入集卷筒,然后由收集装置收集成卷。当一卷线材收集完了后,收集装置芯棒旋转,盘卷运输小车接受盘卷。然后小车移出,将盘卷送到处于等待状态的P&F线的钩子上。盘卷挂好后,运输小车返回,载有盘卷的钩子则由运输机带动沿轨道向前运行,继续进行冷却。经压紧打捆、称重、挂标、进入卸卷站卸卷,最后由电磁吊车运到成品库堆存。轧制过程中产生的废料被收集在废料筐内先由叉车运至成品库,再被汽运到炼钢的废钢场。2.3车间年工作制度和年工作时间车间采用四班三运转连续工作制,节假日及公休日不休息,年有效工作时间为7000小时。车间年工作时间见表2—4。车间年工作时间表2—4工作制度日历数(天)计划停工时间(h)规定工作时间(h)停工时间(h)年有效工作小时(h)大、中修(天)小计(天)生产准备事故及工序配合外部影响三班连续365252581604603202207000说明:1.大修每两年一次20天;中修每年一次10天,由大修年份不考虑中修。2.小修每周一次,每次8小时。3.生产准备包括换辊、换孔,交接班等。2.4轧机生产能力根据产品方案中规定的生产规模,末架轧机保证轧制速度为105m/s,完成80万吨的年产量所需要的时间为6542小时。轧机负荷率为6542/7000×100%=93%轧机生产能力计算见表2—5。轧机生产能力计算表表2—56序号代表规格(mm)年计划产量(t)终轧速度(m/s)轧制周期(s)理论小时产量(t/h)年轧制时间(h)备注纯轧时间间隙时间轧制周期1Φ5400001051316.0137547412Φ5.5400001051086.0114656153Φ820000095576.06311816953Φ1236000060436.04915223684Φ1612000030576.0631468225Φ204000017466.052133301合计80000065422.5轧线组成及型式2.5.1概述本套生产线主要设备有:上料系统、蓄热式加热炉、高压水除磷系统、轧机、切头及事故飞剪、定减径机、水冷装置、在线检测、控制冷却线、盘卷处理系统,液压润滑等。2.5.2主要设备性能(1)加热炉蓄热式加热炉一座,额定小时加热能力160t/h,进出料方式为侧进侧出式,燃料是高炉煤气。详细技术性能见工业炉章节。(2)高压水除磷装置水压:18Mpa水量:30m3/h(3)轧机根据钢坯规格及产品方案,全线选用30架轧机。其中粗轧机组6架,轧机为Φ610×6;中轧机组6架,轧机为Φ430×6;预精轧机组6架,轧机为Φ370×2+Φ254×4。所有在线轧机均平—立交替布置,由交流变频电机单独传动,。前1#至14#架轧机全部为二辊短应力线轧机,轧辊多孔槽,四列短圆柱轴承,上7下辊由液压马达经压下系统对称调整辊缝,有轴向调整系统,机架用弹簧压紧,液压松开,轧辊和导卫调整均在轧辊间内预完成。预精轧机组中15#轧机到18#轧机为悬臂辊环式轧机。精轧机为45°摩根第五代轧机。轧机主要性能参数见表2—6。(4)飞剪轧线上设有粗轧前卡断剪,3台切头和事故碎断剪、1台碎断剪,精轧机前卡断剪,其性能见表2—7。9轧机主要性能参数表2—6名称序号轧机规格数量轧辊尺寸(mm)电机参数最大直径/最小直径辊身长度型式功率(kw)数(r/min)粗轧机组1水平二辊轧机Φ6101Φ610/520760交流500600/10002立式二辊轧机Φ6101Φ610/520760交流500600/10003水平二辊轧机Φ6101Φ610/520760交流600600/13004立式二辊轧机Φ6101Φ610/520760交流550600/13005水平二辊轧机Φ6101Φ610/520750交流550600/13006立式二辊轧机Φ6101Φ610/520750交流550600/1300中轧机组7水平二辊轧机Φ4301Φ430/370750交流600600/13008立式二辊轧机Φ4301Φ430/370750交流550600/13009水平二辊轧机Φ4301Φ430/370650交流600600/130010立式二辊轧机Φ4301Φ430/370650交流550600/130011水平二辊轧机Φ4301Φ430/370650交流600600/130012立式二辊轧机Φ4301Φ430/370650交流550600/1300预精轧机组13水平二辊轧机Φ3701Φ370/305650交流600600/130014立式二辊轧机Φ3701Φ370/305650交流550600/130015悬臂辊环式水平二辊轧机1Φ254/22165交流600600/130016悬臂辊环式立式二辊轧机1Φ254/22165交流550600/130017悬臂辊环式水平二辊轧机1Φ254/22165交流600600/130018悬臂辊环式立式二辊轧机1Φ254/22165交流550600/1300精轧机组19~2245°摩根型轧机4Φ208/18762交流5000750/150023~264Φ159/1436227~28引进减径机2Φ230/210交流3000850/185029~30引进定径机2Φ160/15010飞剪技术性能表2—7序号名称型号安置位置用途最大剪切力KN轧件速度范围m/s最低剪切温度℃最大剪切尺寸mm电机型式1回转启停式飞剪CSI80中轧机组前切头尾及事故碎断6601~1.6900ф80直流2回转启停式飞剪CSI50预精轧机组前切头尾及事故碎断2804~6900ф40直流3回转启停式飞剪精轧前切头1207~18850ф30直流4碎断剪精轧前事故碎断7518850ф28直流51#卡断剪粗轧前事故卡断900150×150气动62#卡断剪预精轧机前900ф31气动73#卡断剪精轧前事故卡断850ф28气动(5)水冷装置在精轧机前后设有穿水冷却装置,精轧机前水冷线长42米2组水箱,每组水箱长度约6m,水冷前钢筋温度950℃~1150℃,水冷后最低温度850℃.精轧后水冷线长70米,4组水箱,减径机、定径机前后各布置两组水箱在每组水箱长度约5.5m水冷线上装有水冷喷嘴和压缩空气喷嘴,冷却水最大耗量为750m3/h,水压为2.4Mpa,压缩空气耗量为540Nm3/h,压力0.4~0.5Mpa。通过控制水压、水量、水箱数及每个水箱的冷却喷嘴数来控制精轧入口处轧件温度及线材吐丝温度。(6)吐丝机其性能见表2—8吐丝机主要性能表2—8项目单位技术性能机参数型式卧式线圈直径mm~105011倾角(°)10最大吐线速度m/s150电机功率kw200电机转数Rpm850/1850(7)风冷段风冷段主要性能表2—9项目单位技术性能机参数型式带有佳灵系统的斯太尔摩标准型总长度m~96冷却段数段14冷却速度°C0.3~17°C各段间台阶高度mm~45冷却段传动方式分段集体传动风机型式离心式风机数量台14风机风量M3/h157400(8)集卷筒集卷筒主要性能表2—10项目单位技术性能机参数型式双芯棒集卷筒内径mm1200定位锥竖直行程mm250传动方式液压形成盘卷(外径/内径)mm1250/850(9)打捆机打捆机引进瑞典森德斯公司打捆机两台。型号:PCH-4KNA/4600(10)P&F线运输系统设备主要性能表2—11项目单位技术性能机参数型式积放悬挂式运输线全长m520钩子总数个120小车运输速度0.25(11)卸卷站12卸卷装置主要性能表2—12项目单位技术性能机参数储卷能力t6卸卷时间S/卷402.6主要辅助设备(1)运坯辊道作用将从连铸来的热坯送入提升机。辊径300mm,辊中心距1500mm,输送速度2m/s。(2)提升机提升机作用是将钢坯提升到加热炉入炉辊道上。型式为链式。提升速度:0.3m/s。(3)出炉辊道作用将热坯送入轧机轧制。辊道辊径300mm,辊子个数~13个,两辊中心距1200mm,输送速度0.12~1.5m/s。(3)活套装置13本套轧线从第12机架到第19架轧机共设有8个活套装置,作用是使轧件形成活套实现无张力轧制。气动操作,起套高度为0~400mm。2.7平面布置及起重运输2.7.1平面布置车间厂房由主轧跨、原料及成品跨、轧辊机修间等跨间组成。车间总长度386m,总宽度102m。其布局详见车间工艺平面布置图。成品跨、轧辊机修间和主电室与主轧跨平行布置。原料跨与主轧垮
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 爱新觉罗弘历
爱新觉罗弘历
本文标题:棒材生产工艺
链接地址:https://www.777doc.com/doc-1327352 .html