您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 信息化管理 > SAPR3在装配加工业供应链管理中的解决方案
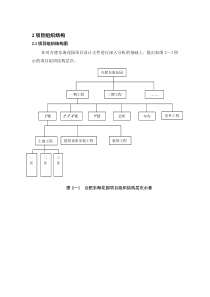
SAPR/3在装配加工业供应链管理中的解决方案周育明1供应链管理在装配加工业中的意义装配加工是目前主要生产组织方式的一种,如汽车及零部件,电子,家用电器等行业。用于组装的零件的种类繁多,且所有(或绝大部分)零件属外购件,经流水线组装成最终产品。从外部环境分析,作为整个供应链(Supplychain)的一环与下游顾客和上游供货商在较长时期内有较稳定密切的供货关系,供应链中每一环不能准时交货都会影响到整个供应链下游。因此,供应链管理在装配加工业中占有重要地位。本文小结作者参加SAPR/3在联合汽车电子有限公司(UAES)实施的体会,对装配加工业企业中的供应链管理作一粗浅系统分析,并就R/3在生产环境为按备货生产(Maketoorder),生产组织方式为重复性生产(Repetitivemanufacturing)中的具体应用作了描述。2基本的MRPII模型2.1需求管理从生产环境分析,主要是按定单装配(Maketoassembly)/按备货生产(Maketostock)。下游顾客的需求(产品item,数量)较稳定的情况下(如汽车零部件),需求计划以顾客短期的交货计划(Deliveryschedule)和销售预测为基础。在收到下游顾客的销售定单后才能确定需求(主要是最终产品需按定单要求组装)的情况下,需求计划应以产品系列(Productgroup)的销售预测为基础,以便有足够的提前期准备用于组装的零部件。需求计划(周或月)需周期性地滚动,有较长的计划展望期(Planninghorizon),展望期长短视生产加工期和零部件采购提前期以及库存策略而定。2.2生产计划对于从生产组织分析具有大批量重复性生产特征(Repetitivemanufacturing)的装配加工业,产品通常分为几大系列(Productgroup),每一系列产品在特定的流水线上组装。一般没有半成品存储,外购零部件经流水线组装后下线即为产成品。因而,其主生产计划即为产成品总装配计划。只对生产部门下达主生产计划(日或周或月视具体情况),该计划周期性滚动,有一定计划展望期(如4周或3个月)。生产现场可采用“看板”管理或调整各工作中心产出率以保持流水线生产均衡。通常主生产计划需经生产能力平衡后下达。2.3零部件需求计划装配加工业中一般没有很多自制零部件,零件清单(BillofMaterial)具有单层结构的特征。主生产计划确定后经零件清单分解并考虑库存策略后生成零部件需求计划。在与供货商保持稳定供货情况下,可在框架协议下(半年或一年),以零部件需求计划为基础,周期性地向供货商提供滚动交货计划(DeliverySchedule)。考虑到零部件采购提前期,该滚动交货计划有必要的计划展望期。也可将零部件需求计划转化成采购定单(Purchaseorder)。少量自制零部件,以零部件需求计划生成的计划定单(Plannedorder)下达给生产部门。基本的MRPII模型3R/3后勤(Logistics)模块的设置3.1需求管理根据顾客的交货计划和销售预测建立计划独立需求(Plannedindependentrequirement),计划对象(Item)为顾客最终需求的产品。按顾客交货计划发货后(Goodsissue),系统自动调整计划独立需求。计划策略(Planningstrategy)设为按备货生产(Maketostock)。交货计划和销售预测的管理可通过SD模块进行管理。在SD模块没有使用前,需根据交货计划和销售预测的更新动态地在系统中更新计划独立需求。3.2主生产计划主生产计划的对象(Item)为顾客最终需求的产品,计划时界(Planningtimefence)可分别设为5个工作日(Workingday)或一个工作日。每周或每天对产品组进行MPS,将产生的当周或当日计划定单(Plannedorder)下达给各装配线,各装配线以此计划定单作为总装计划实行准时化生产(看板管理)。建立重复性生产的运行计划抬头(Runscheduleheader),使用倒冲法(FinalBackflush)每周/每天/每班记录各计划定单实际完成的数量。可使用交互式(Interactive)MPS调整已下达的计划定单(即计划时界内的定单)。根据计划文件条目(Planningfileentry)的提示,实时运性MPS,及时进行生产能力和物料需求计划的平衡。3.3生产能力计划遵循MRP+JIT思想,装配线上各工作中心(Workcenter)之间的生产节拍的平衡可通过现场控制,调整。建立必要的关键工作中心,对每一产品设工艺路线(routing),工艺路线包含必要的工作中心和工序。运行生产能力计划(MPS单项单级,或全部计划不处理MRP物料)后,对各计划时段内工作中心进行能力评估(Evaluation)和均衡(Leveling),如短期内可增减班次(Shifts),增加设备以满足中长期能力需求。必要时可调整计划定单。3.4物料需求计划主生产计划经生产能力平衡后,可运行MPS单项多级,或全部计划处理MRP物料,产生零部件物料需求计划定单(Plannedorder),对计划结果进行评估(MRPlistscollectivedisplay),必要时可调整主生产计划的计划定单。将确认后的计划定单转化为采购申请和采购定单,若与供应商有框架协议(Scheduleagreement),计划定单可自动转化成供应商交货计划(Deliveryschedule)。3.5框架协议和交货控制框架协议是就物料供应与供货商达成的一定条件下(价格,付款方式等)的长期协议。对每一种框架协议下的物料建立货源清单(Sourcelist)并选择MRP标记(MRPProg)以便运行MRP后自动生成交货计划。框架协议的目标数量(Targetquantity)基于预测,可在系统外产生,亦可借助系统模块(如SOP)取得。滚动交货计划分成三个区域(Timezones):-确定区域(Firmzone):取消该区域内交货的物料将承担供货商材料和生产费用-交替使用区域(Trade-offzone):取消该区域内交货的物料将承担供货商材料费用-计划/预测区域(Planning/forecast)zone:可改变该区域内交货计划在MRP清单(MRPLists)中,处于确定区域和交替使用区域的交货计划标以*,运行MRP后系统不会自动改变带有标记*的交货计划。一旦收到供应商的发货确认(Deliveryconfirmation),可在系统中创建装运通知(shippingnotification),运行MRP后,MRP清单中包含装运通知中确认的交货日期。SAPR/3在装配加工业物料管理中的解决方案周育明摘要1装配加工业的特点2物流程序和物流设施2.1一个典型的基本物流程序2.2基本的物流管理设施3R/3模块的设置(1)存储点和仓库号的设置Storagelocationandwarehousenumber(2)IM的设置CustomizinginInventoryManagement(3)WM的设置CustomizinginWarehouseManagement4一个简单的应用实例Asimpleapplicationexample联合汽车电子有限公司(UAES)摘要本文讨论了SAPR/3在装配加工业中物料管理的解决方案。主要对该行业中生产组织方式为重复性生产的情况系统分析了其基本的物流过程,并在R/3上进行了运行,验证。对R/3在装配加工业中的实施在物料管理方面有启示作用。1装配加工业的特点装配加工是目前主要生产组织方式的一种。如汽车,电子,家用电器,信息等行业。从生产组织分析,为大批量重复性生产(Repetitivemanufacturing)。具有单层生产零件清单(BOM)的特征。且构成产品的所有(或绝大部分)零件属外购件,经流水线组装成最终产品。零件的种类繁多(例如,一辆汽车由近2000种不同的零部件组装),有很多家供货商,而任何一种零件的缺少将引起整条流水线的停顿。从产品成本核算分析,材料费占有较高的比重(通常占制造成本的65%~75%)。因此,物料管理在装配加工业中从保正生产和降低成本上有重要意义。本文小结作者参加SAPR/3在联合汽车电子有限公司(UAES)实施的体会,对装配加工业企业中的物料管理作一粗浅系统分析,以期对企业业务重组或新建企业的物料管理起一抛砖引玉的效应。2物流程序和物流设施2.1一个典型的基本物流程序(图一)为一典型的装配加工业中的基本物流程序。基于MRP+JIT的思想,即在物料移动过程(4)中,零件的移动按流水线实时需求(如看板),移动过程(5)结束后倒冲零件准备区和流水线零件库存量。外购零件采用批号管理,仓库储存中检验不合格外购零件可通过批号跟踪或赋予冻结区标识。上述基本物流程序基于单一部件/成品流水线的物料移动,其原理适用于同一工厂中零件仓库与多条流水线之间的物料移动及部件仓库与总装流水线之间的物料移动。2.2基本的物流管理设施使用标准托盘或周转料箱作为物料移动和储存单位,高架立体自动化仓库每一标准仓位采用6位偏码定位(LL-CC-HH)。物料的自动化存取装置与R/3系统集成。移动过程交界处配置终端和打印设备,实时将物料移动输入系统及输出系统指令指导物料移动。(图二)简略地描述了基本的物流和设施3R/3模块的设置3.1存储点和仓库号的设置公司可下设多个制造工厂(同地或异地)。在工厂1中,存储点0001为物料仓库所在地。下设例如:仓库101存放零部件/成品,仓库102存放生产辅料,仓库103为油化库等。存储点0002为零件准备区和流水线所在地,该存储点下不作仓库号设置,物料在该存储点的移动视现场需求而定。参见(图三)。3.2IM的设置(Customizing)相应于(图一),在存货模块(InventoryManagement)中作如下设置(Customizing):移动过程(1):MvT101采购订单下每批物料收入进入待检状态,系统生成批号移动过程(2.1):MvT321检验合格后物料从待检状态转入可用移动过程(2.2):MvT103检验不合格后物料从待检状态转入冻结状态移动过程(3):MvT311按流水线需求将物料从仓库转入零件准备区移动过程(4):不作系统设置,物料移动视现场需求而定移动过程(5):在重复性生产(Repetitivemanufacturing)模块中,作如下设置:MvT131:(无生产定单)物料(成品/部件)收入,MvT201:向成本中心发料MvT551:与成本中心结算废品/废部件中物料消耗移动过程(5.1):MvT201,MvT131每班流水线组装结束后对成品/部件收入进行倒冲(FinalBackflush),系统自动作MvT201和MvT131移动过程(5.2):MvT551每班流水线组装结束后对废品/废部件进行倒冲(FinalBackflush),系统自动作MvT551移动过程(6):MvT231按销售定单成品/部件出库系统作上述设置,财务模块(FI)中物料类型在制品(WIP)不存在。3.3WM的设置(Customizing)对于IM模块中物料移动类型(MvT)设置,可在WM模块作相应设置。上述系统设置和物流过程可汇总成流程图。例如:移动过程(5.1),其流程图如(图四)4.一个简单的应用实例以上物料管理系统通过下面的简单实例在R/3上进行了运行,验证。零件清单(BOM):成品F01由一个零件R01和一个零件R02组装采购定单(9800000032)下分别收入零件R01480件,零件R02700件,其中100件R02经检验不合格完成计划定单(PlannedOrder)(3010)下100件成品F01R/3系统与自动化仓库的集成有待进一步深入探讨。图1基本物流程序图2基本物流和设施图3存储点和仓库号结构图图4成品/部件入库流程
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 xu721122
xu721122
本文标题:SAPR3在装配加工业供应链管理中的解决方案
链接地址:https://www.777doc.com/doc-13505 .html