您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 第一章 机械加工工艺规程设计6
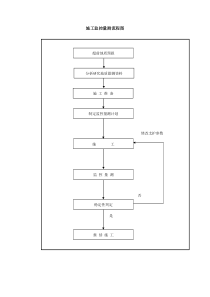
1、1•1、车加工方法和卧式车床及其附件•2、车加工方法和立式车床及其附件•3、铣加工方法和卧式铣床及其附件•4、铣加工方法和立式铣床及其附件•5、刨加工方法和牛头刨床及其附件•6、刨加工方法和龙门刨床及其附件•7、刨加工方法和单臂刨床及其附件•8、平面磨加工方法和平面磨床及其附件•9、外圆磨加工方法和外圆磨床及其附件•10、内圆磨加工方法和内圆磨床及其附件•11、立磨加工方法和立式磨床及其附件•12、镗加工方法和镗床及其附件•13、钻加工方法和钻床及其附件•14、拉削加工方法和拉床及其附件交综述报告(2000字)各组按学号顺序一人一题2最小切削深度•刃口圆弧半径对微量切削厚度的限制刀具刃口半径R刃越小,允许的最小切削厚度Hmin也越小,一般情况下,Hmin=(0.165--0.246)R刃工程上取,Hmin≈R刃常用的金刚石刀刃R刃=0.2--0.5μm,Hmin=0.03--0.15μm;经过特殊刃磨的R刃=0.1μm,最小切削厚度Hmin=0.014--0.026μm.3工艺过程设计测验作法见下页45各类机床的工作精度1.4.2加工方法的选择6各类机床的工作精度1.4.2加工方法的。
2、选择7各类机床的工作精度1.4.2加工方法的选择8各类机床的工作精度1.4.2加工方法的选择9零件种类---轴、套筒、盘加工方法---车、磨、光整车---最经济有效,一般作为粗加工和半精加工;磨---精加工,适用于高硬度和淬火零件;光整加工---精加工后进行的超精密加工(滚压、抛光、研磨),适用于精度和表面质量要求很高的零件。1.4.3典型表面加工路线外圆表面加工10表1-7外圆加工方法注:加工有色金属时,表面粗糙度Ra取小值。1.4.2加工方法的选择111.4.3典型表面加工路线外圆表面加工方法粗车---切去毛坯硬皮和大部分余量,精度IT12,粗糙度12.5μm半精车---中等精度终,磨削或精加工的预备,精度IT8,粗糙度3.2μm。半精车可作为精车---精度可达IT7,粗糙度1.6μm磨削---外圆精加工的主要方法,主要加工淬硬表面根据磨削时工件定位方式的不同,外圆磨削可分为:中心磨削无心磨削12外圆表面加工方法•中心磨削纵向磨法---切入磨法—精度低、效率高13•无心磨削外圆表面加工方法14孔类型螺钉、螺栓的紧固孔;套筒、法兰盘及齿轮等回转体零件上的孔;箱体类。
3、零件上的主轴及传动轴的轴承孔;炮筒、空心轴的深孔(一般l/d≥10);保证零件间配合准确性的圆锥孔等。一般情况下,加工孔比加工同样尺寸、精度的外圆表面要困难内圆表面的加工条件差,孔加工刀具尺寸受被加工孔本身尺寸的限制,刀具的刚性差,容易产生弯曲变形及振动;切削过程中,孔内排屑、散热、冷却、润滑条件差。因此,孔的加工精度和表面粗糙度都不容易控制。此外,大部分孔加工刀具为定尺寸刀具,刀具直径的制造误差和磨损,将直接影响孔的加工精度。当一个零件要求内圆表面与外圆表面必须保持某种确定关系时,一般总是先加工孔,然后再以孔定位加工外圆表面。1.4.3典型表面加工路线孔加工151.4.3典型表面加工路线孔可以在车、钻、镗、拉、磨床上进行。常用的加工方法有:钻孔、扩孔、铰孔、镗孔、拉孔和磨孔等。选择达加工法时,应考方虑孔径大小、深度、精度、工件形状、尺寸、重量、材料、生产批量及设备等具体条件。对于精度要求较高的孔,最后还须经珩磨或研磨及滚压等精密加工。孔的加工方法16孔加工方法1.4.3典型表面加工路线17孔加工方法1.4.3典型表面加工路线181.4.2加工方法的选择孔加工。
4、方法19孔加工方法1.4.3典型表面加工路线锪钻20珩磨孔加工方法1.4.3典型表面加工路线浮动镗刀单刃镗刀21平面——箱体、工作台、床身、支架的支承面,回转体零件的端面、台面、肩面。受机床导轨直线度影响,大平面的平面度很难提高,常需刮研平面,见下图平面加工方法1.4.3典型表面加工路线22常用的粗、半精加工方法常用的精加工方法平面的光整加工方法车铣刨拉磨宽刃精刨刮研平面研磨平面精密磨削砂带磨抛光、滚压平面的加工方法轴类、盘套类零件的端面加工常用在大批量生产1.4.3典型表面加工路线23非安装面:粗铣、粗刨或粗车。安装面和重要表面:粗铣——精铣或粗刨——精刨,精度要求较高的,需磨或刮。盘类零件的安装面:如法兰盘端面及止口,粗车——半精车——精车。精度较高的板块状零件:粗铣(刨)——精铣(刨)——磨削—研磨。韧性较大的有色金属件,一般用粗铣—精铣或粗刨—精刨方案。1.4.3典型表面加工路线241.4.3典型表面加工路线25工艺过程的加工阶段划分粗加工阶段。IT12开荒和切除大部余量。特点是机床大,切削量大,目标是生产率和刀具磨损。半精加工阶段。I。
5、T9精加工前准备,次要表面的加工。精加工阶段。IT7、磨IT6、铣刨IT8保证主要表面达到图样要求。光整加工阶段。IT5,光整加工一般不能用于提高零件的位置精度。1.4.4加工顺序的安排26划分加工阶段的原因有利于保证加工质量。工件在粗加工时,由于加工余量较大,所受的切削力、夹紧力较大,将引起较大的变形及内应力重新分布。如不分阶段进行加工,上述变形来不及恢复,将影响加工精度。而划分加工阶段后,能逐渐恢复和修正变形,提高加工质量。便于合理使用设备。粗加工要求采用刚性好,效率高而精度低的机,精加工则要求机床精度高。划分加工阶段后,可以避免以精干粗,充分发挥机床的性能,延长机床的使用寿命。便于安排热处理工序和检验工序。如粗加工阶段后,一般要安排去应力的热处理,以消除内应力。某些零件精加工前要安排淬火等最终热处理,其变形可通过精加工予以消除。便于及时发现缺陷及避免损伤已加工表面。毛坯经粗加工阶段后,缺陷即已暴露,可及时发现和处理,同时,精加工工序放在最后,可以避免加工好的表面在搬运和夹紧中受损。1.4.4加工顺序的安排271.4.4加工顺序的安排先基准后其他——先加工基准面,。
6、再加工其他表面先面后孔——有两层含义:1)当零件上有较大的平面可以作定位基准时,先将其加工出来,再以面定位加工孔,可以保证定位准确、稳定2)在毛坯面上钻孔或镗孔,容易使钻头引偏或打刀,先将此面加工好,再加工孔,则可避免上述情况的发生先主后次——也有两层含义:1)先考虑主要表面加工,再安排次要表面加工,次要表面加工常常从加工方便与经济角度出发进行安排2)次要表面和主要表面之间往往有相互位置要求,常常要求在主要表面加工后,以主要表面定位进行加工先粗后精工艺顺序安排原则28预备热处理预备热处理的目的改善加工性能、消除内应力和为最终热处理准备良好的金相组织。其热处理工艺有退火、正火、时效、调质等。1.4.4加工顺序的安排热处理和表面处理工序的安排►目的:提高材料的机械性能;消除残余应力;改善金属的切削加工性。►热处理工艺可分为两大类:预备热处理和最终热处理。291.退火降低硬度,含碳量高于0.5%的碳钢和合金钢毛坯,安排在毛坯制作之后、粗加工之前进行。退火的目的:降低硬度,以利于切削加工;细化晶粒,改善组织,提高机械性能;消除内应力,为下一道热处理作好准备;提。
7、高金属材料的塑性、韧性,便于进行冷冲压或冷拉拔加工。退火的缺点:占用设备;生产率低。1.4.4加工顺序的安排返回302.正火提高硬度,含碳量低于0.5%的碳钢和合金钢毛坯,避免硬度过低切削时粘刀,正火处理常安排在毛坯制作之后、粗加工之前进行。正火的作用与退火相似,与退火不同之处是:正火是在空气中冷却,冷却速度快,所获得的组织更细。正火后的强度、硬度较退火后的稍高,而塑性、韧性则稍低。不占用设备;生产率高。1.4.4加工顺序的安排返回313、时效处理去应力,消除毛坯和机械加工中产生的内应力,自然失效和人工失效。时效处理工序的安排粗加工之后,也可在切削加工之前;精加工前;精度要求较高的零件,应安排多次时效处理;铸件一般都需作时效处理,简单零件不安排时效处理;刚性差的精密零件,为消除加工内应力,稳定加工精度,常在粗加工、半精加工之间安排多次实效处理;有些轴类零件在校直工序后也要安排时效处理。1.4.4加工顺序的安排324、调质提高综合机械性能(强度高,韧性好),粗加工之后,淬火加高温回火。用于预备热处理:它能获得均匀细致的回火索氏体组织,为以后的表面淬火和渗氮处。
8、理时减少变形做准备。最终热处理用于要求具有较高综合机械性能(强度高,韧性好)的重要结构零件,及某些对硬度和耐磨性要求不高的零件。1.4.4加工顺序的安排33最终热处理工艺有调质、淬火、渗碳淬火、渗氮、表面处理等目的:提高硬度、耐磨性和强度等力学性能。工艺顺序的安排:通常安排在半精加工后、精加工前进行。表面淬火、氮化、氰化等变形小的热处理工序,可根据零件的加工要求安排在粗、精磨之间或精磨之后进行为了提高零件表面耐磨性或耐蚀性而进行的热处理工序以及以装饰为目的的热处理工序或表面处理工序(如镀铬、镀锌、氧化、煮黑等)一般放在工艺过程的最后。最终热处理1.4.4加工顺序的安排341.淬火淬火是将零件加热到这种金属的临界温度以上30~50℃,经保温一定时间,随后在水或油中快速冷却,以获得高硬度组织的一种热处理工艺。淬火的特点:提高金属材料的强度和硬度,增加耐磨性,塑性、韧性降低;组织不稳定,易变形,淬火后应进行回火,以获得高强度和一定韧性相配合的性能;淬火有表面淬火和整体淬火。1.4.4加工顺序的安排返回35变形、氧化及脱碳较小而应用较广,具有外部强度高、耐磨性好,而。
9、内部保持良好的韧性、抗冲击力强的优点。为提高表面淬火零件的机械性能,常需进行调质或正火等热处理作为预备热处理。一般工艺路线为:下料→锻造→正火→粗加工→调质→半精加工→淬火→精加工。表面淬火1.4.4加工顺序的安排36适用于低碳钢和低合金钢,该工艺方法先提高零件表面层的含碳量,经淬火后使表面获得高的硬度,而心部仍保持一定的强度和较高的韧性和塑性。渗碳分整体渗碳和局部渗碳,局部渗碳时对不渗碳部分要采取防渗措施(镀铜或镀防渗材料)。由于渗碳淬火变形大,且渗碳深度一般在0.5~2mm之间,故常将渗碳工序放在次要表面加工之前进行,待次要表面加工完毕之后再进行淬火,以减少次要表面的位置误差;其工艺路线一般为:下料→锻造→正火→粗、半精加工→渗碳淬火→精加工当局部渗碳零件需切除多余的渗碳层时,切除多余渗碳层的工序应安排在淬火前。2、渗碳淬火1.4.4加工顺序的安排37使氮原子深入金属表面获得一层硬度高的含氮化合物。渗氮层可以提高零件表面的硬度、耐磨性、疲劳强度和抗蚀性;渗氮处理温度较低、变形小、且渗氮层较薄(一般不超过0.6~0.7mm),渗氮工序应尽量靠后安排;为减少渗氮时的变。
10、形,在切削后渗氮前一般需要进行消除应力的高温回火。3、渗氮1.4.4加工顺序的安排384.回火回火是把淬火后的金属制件重新加热到某一温度,保温一段时间,然后置于空气或油中冷却的热处理工艺。回火的目的:为了消除淬火时因冷却过快而产生的内应力,降低金属材料的淬性,使它具有一定的韧性。根据加热温度的不同,回火可分为低温回火、中温回火和高温回火。1.4.4加工顺序的安排返回39(1)低温回火:回火温度为150~250℃。低温回火能消除一定的内应力,适当地降低钢的脆性,提高韧性,同时工件仍保持高硬度、高耐磨性,应用于各种量具和刃具。(2)中温回火:回火温度为350~500℃。中温回火可大大减小钢的内应力,提高了弹性、韧性,但硬度有所降低,应用于弹簧和热锻模等。(3)高温回火、调质:回火温度为500~650℃。高温回火可以消除内应力,硬度有显著的下降,可获得具有强度、塑性、韧性等综合机械性能,应用于齿轮、连杆、曲轴等。1.4.4加工顺序的安排40常用热处理方法的工艺曲线示意图1.4.4加工顺序的安排41热处理工序的安排毛坯退火、正火:粗加工之前。调质:粗加工之后;若加工路线较简单,可在粗加工之。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 星凡
星凡
本文标题:第一章 机械加工工艺规程设计6
链接地址:https://www.777doc.com/doc-135383 .html