您好,欢迎访问三七文档
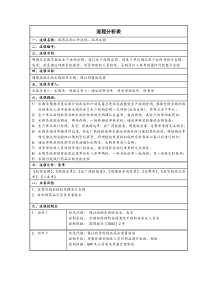
车间管理方法按MRPⅡ的逻辑流程,车间作业管理和采购作业管理均属计划执行层。主生产计划给出了最终产品或最终项目的需求,经过物料需求计划按物料清单展开得到零部件直到原材料的需求计划,即对自制件的计划生产订单和对外购件的计划采购订单。然后,则通过车间作业管理和采购作业管理来执行计划。车间作业管理根据零部件的工艺路线来编制工序排产计划,在车间作业控制阶段要处理相当多的动态信息。在此阶段,反馈的是重要的工作,因为系统要以反馈信息为依据对物料需求计划、主生产计划、生产规划以至经营规划作必要的调整,以便实现企业的基本生产均衡。1.车间作业管理的工作内容1)核实MRP产生的计划订单MRP为计划订单规定了计划下达日期,但对真正下达给车间,这仍然是一个推荐的日期。虽然这个订单是需要的,并且作过能力计划,但这些订单在生产控制人员正式批准下达投产之前,必须检查物料、能力、提前期和工具的可用性。作为生产控制人员要通过计划订单报告、物料主文件和库存报告、工艺路线文件和工作中心文件以及工厂日历来完成以下任务:·确定加工工序;·确定所需的物料、能力、提前期和工具;·确定物料、能力、提前期和工具的可用性;·解决物料、能力、提前期和工具的短缺问题。2)下达生产订单(1)下达物料生产订单,说明零件加工工序顺序和时间。(2)工作中心派工单,当生产订单下达到车间时,这些订单送入车间文件。车间文件反映了所有已下达但还未完成的订单状态。根据车间文件和工艺路线信息,以及所使用的调度原则每天或每周为每个工作中心生成一份派工单,说明各生产订单在同一工作中心上的优先级。图1中的派工单给出了生产订单号、零件号以及每项任务的数量。另外,还提供这样的信息:·生产准备工时———一台机床或工作中心从生产一种项目转换到生产另一种项目所需的时间。·加工工时———实际生产指定数量的项目所需的时间。·累计负荷工时———按各订单累计得到的工作中心负荷或工时。·优先级———订单的优先级系数(数字越小,则优先级越高)。车间文件用来跟踪一份订单的生产过程,派工单用来管理工件通过生产过程的流程和优先级。它告诉人们现在已在工作中心的订单的优先级,以及将送到工作中心的订单的优先级。(3)提供车间文档其中包括图纸、工艺过程卡片、领料单、工票、特殊处理说明等。3)收集信息,监控在制品生产如果生产进行得很正常,那么这些订单将顺利通过生产处理流程。但十全十美的事情往往是没有的,所以必须对工件通过生产流程的过程加以监控。为此要查询工序状态、完成工时、物料消耗、废品、投入/产出等项报告;控制排队时间、分析投料批量、控制在制品库存、预计是否出现物料短缺或拖期现象。4)采取调整措施如预计将要出现物料短缺或拖期现象,则应采取措施,如通过加班、转包或分解生产订单来改变能力及其负荷。如仍不能解决问题,则应给出反馈信息修改物料需求计划,甚至主生产计划。5)生产订单完成统计实耗工时和物料、计算生产成本、分析差异、产品完工入库事务处理。2.工序优先级的确定多项物料在某一时区分派在同一个工作中心上加工,需要确定这些物料的加工顺序,即工序之间相对的优先顺序,实质上这是一个核实是否有足够提前期的问题,下面介绍确定优先级的几种常用方法。1)紧迫系数(CriticalRatio)公式将剩余时间与需要加工的时间(计划提前期)对比,可出现4种情况CR=负值说明已经拖期CR=1剩余时间恰好够用CR〉1剩余时间有余CR〈1剩余时间不够很明显,CR值小者优先级高,一项物料的加工完成后,其余物料的CR值会有变化,要随时调整。2)最小单个工序平均时差(LeastSlackperOperation)也称缓冲时间或宽裕时间。式中尚需加工时间指剩余工序的提前期之和。很明显,LSPO值愈小,也即剩余未完工序可分摊的平均缓冲时间愈短,优先级愈高。3)最早订单完工日期(EarliestDueDate)要求完工日期愈早的订单优先级愈高。使用这条规则时,对处于起始工序的订单要慎重,有必要用LSPO规则复核。本规则比较适用于判断加工路线近似的各种订单,或已处于接近完工工序的各种订单。确定工序优先级的规则很多,但必须简单明了,便于车间人员使用。3.重复式生产(RepetitiveManufacturing)重复生产是车间作业生产的一种特殊形式。其主要特点是产出率均衡,工艺路线固定。对于这种生产类型,物料移动采用拉式,即下道工序需用时向上道工序领取。物料消耗的统计则采用倒冲法(backflush),即在完成成品总装或组件分装以后,根据完成的数量及物料清单算出每种物料的用量从库存记录中扣除以更新库存余额。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 babalo1
babalo1
本文标题:车间管理方法
链接地址:https://www.777doc.com/doc-1384577 .html