您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 钢结构工程中的质量通病及预防措施
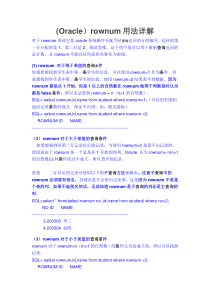
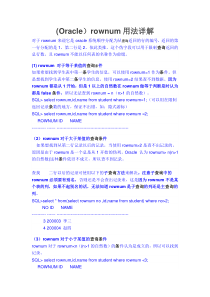
钢结构工程中的质量通病及预防措施摘要:文章主要对钢结构工程在制作、螺栓连接、拼装以及吊装工程中常见的一些质量通病及其产生的原因详细进行介绍,并对质量通病提出相应的预防措施。Abstract:Thispapermainlyintroducesindetailsomecommonqualitydefectsandtheircausesintheproductionofsteel,boltconnection,assembly,andhoisting,anditproposesappropriatepreventivemeasuresaimingatqualitydefects.关键词:钢结构制作;螺栓连接;拼装与吊装;质量通病;产生原因;预防措施Keywords:steelproduction;boltconnection;assemblyanderection;qualitycommonproblems;causes;preventivemeasures1钢结构工程制作过程中质量通病及其产生的原因和预防措施1.1结构件制孔不准确产生原因:孔距位移、孔径尺寸、孔内有毛刺。预控措施:构件制孔应按施工图标定孔位,标注孔中心线,孔的间距应严格遵守规定。冲孔必须装好冲模,确保孔距及孔的质量,发现问题及时处理。孔径的允许偏差必须符合规范的规定同时必须保证制孔孔径的精度,孔壁表面粗糙度应小于等于12.5μm。孔壁内严禁有毛刺。制孔完毕后应彻底清除孔边毛刺,并不得损伤母材。扩孔后孔径不得大于设计孔径的2.0mm。1.2起拱不准确产生原因:拱度计算不准,不符合设计要求。起拱构件在运输和吊装时未采取加固措施,导致变形。预防措施:放样、下料时应明确拱度值,并在下料尺寸中放出所需的起拱量。按设计要求的拱度值,采用正确的加工工艺和拼装方法,严格控制累计偏差值。必须对起拱构件采取预防变形的保护加固措施。严防构件在翻转,运输和吊装时产生变形。1.3放样、号料精度不准确产生原因:放样、下料未按规定的工艺进行。预防措施:号料,必须与放样用同一钢尺或样杆,留出切割刨边和铣平等加工余量。仔细检查零部件的平直程度、坡口、角度及间隙,必须符合设计要求。放样应采用经检定和核对的钢尺,并应留出焊接收缩余量。下料,应严格计算切割精度数值,操作要准确,验收要落实责任。1.4运输、堆放时产生变形产生原因:场地松软,未设置垫土;运输和吊装构件时未加固。预控对策:存放场地应夯实坚固、防止场地受压后产生沉降。构件堆垛下应设木枕,堆放要平稳。重大构件尚应标明重量、重心位置及定位标记。构件在运输和起吊时,应采取临时加固措施,防止变形。2钢结构工程中螺栓连接的质量通病及预防措施2.1扭矩不准产生原因:扭矩扳手未经校正;紧固工艺不合理。预控措施:对扭矩扳手必须定期矫正,其偏差值不大于5%。不重合的螺孔应用圆锉找正,或用冲子将孔位找正,确保孔壁对螺栓杆不产生摩插和挤压。初拧要求不小于施工紧固力矩的25%,终拧时要求达到设计的紧固力矩数值。紧固顺序为先中间,后边缘,先主要部位,后次要部位,先除拧,后终拧。扭剪型高强度螺栓尾部卡头被拧断,表示终拧结束。装配面应保持干净,不得在雨雪天安装高强度螺栓。2.2连接板拼状不严密产生原因:连接板翘曲变形接触面有杂物。预控措施:连接钢板应平直,如有变形应及时矫正后,方可使用。连接型钢或零件的平面坡度大于1:20时,应放置斜垫片支垫。连接板间隙应按规定的允许间隙进行调整,拼装应严密。2.3丝口损伤产生原因:丝口严重锈蚀,螺纹间有浊污杂质。预控措施:螺栓在安装前应经认真检查、清洗和除锈后,作好预配工作。严禁强行将螺栓打入螺孔。高强度螺栓应将配套的连接件(螺栓、螺母和垫圈)放入同一包装内,避免混用,损伤丝口。2.4装配面不洁净产生原因:构件表面有锈蚀、油污等杂物。孔壁有焊瘤和毛刺。预控措施:认真清除表面,确保表面干净。螺栓在使用前必须进行除锈处理。配合面的处理应考虑施工安装顺序进行,防止重复处理;吊装前的处理必须干净。螺栓装配面均应达到严密与紧固。3钢结构的拼装与吊装工程中的质量通病及预防措施3.1构件刚度差产生原因:构件本身有挠度,拼装未拉通线,支撑杆件本身尺寸不准。预控措施:在地面拼装时,必须保证构件平整稳定,以防下挠。如刚度不够,应采取加固措施,以增强构件的刚度。拼装时必须拉通线,用电焊点固、焊牢。严格控制构件的几何尺寸和节间间距尺寸,如发现问题应及时调整准确后再吊装。严格控制各种支撑杆件尺寸的精度。3.2焊接变形产生原因:构件焊接后翘曲变形;焊缝布置不对称,焊接的电流、速度、方向及焊接时采用的装配卡具,对构件变形均有影响。预控措施:为防止和抵消焊接变形,焊前装配时,将工件与焊接变形相反方向预留偏差。控制焊接顺序防止变形。采用夹具和专用胎具,将构件固定后再进行施焊。构件变形翘曲必须进行矫正。3.3安装孔位移产生原因:螺栓孔制作超差,孔间的中心距偏移。预控措施:螺孔制作的尺寸、位置必须准确。部件拼装时严防误差积累,注意控制螺孔组之间的中心距。结构构件每端至少应有两个安装孔。3.4起拱不准确酿成原因:拱度计算不准,不符合设计要求。起拱构件在运输和吊装时未采取加固措施,导致变形。预控措施:放样、下料时应明确拱度值,并在下料尺寸中放出所需的起拱量。按设计要求的拱度值,采用正确的加工工艺和拼装方法,严格控制累计偏差值。必须对起拱构件采取预防变形的保护加固措施。严防构件在翻转,运输和吊装时产生变形。3.5钢柱位移产生原因:柱底部预留孔与预埋螺栓位置错位、不对中。预控措施:浇筑混凝土基础前,应用定型卡盘将预埋螺栓按设计位置卡住,以防浇灌混凝土时发生位移。柱底钢板预留孔应放大样,确定孔位后采取二次灌浆。3.6钢柱底脚有空隙产生原因:基础标高不准,未按测量抄平和找平。柱底板因焊接受热区产生变形。预控措施:钢柱吊装前,应严格控制基础标高,测量要准确,并按基础测量值对基础表面仔细找平。采用二次灌浆法,在柱脚底板开浇灌孔(兼作排气孔)。利用钢垫板,将钢柱底部不平处垫平。预先按设计标高安置好柱脚支座钢板,然后采取二次灌浆。3.7柱垂直偏差过大产生原因:受外力影响发生变形,热胀冷缩造成变形。预控措施:钢柱应按计算的吊挂点吊装就位,必须采用二点以上的吊装方法;吊装时应进行临时固定,以防吊装变形。柱就位后应及时增设临时支撑。对日照偏差,应在固定前予以修正。3.8屋架、天窗架垂直偏差大产生原因:由制作、拼装过程、产生侧向弯曲。预控措施:吊装就位前,应严格控制构件的几何尺寸;对变形超差应及时矫正后方可吊装。严格控制安装工艺、精心施工、精心操作。天窗架的垂直度控制,可采用经纬仪或用线锤对天窗架两支柱进行校正。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 830416
830416
本文标题:钢结构工程中的质量通病及预防措施
链接地址:https://www.777doc.com/doc-1450627 .html