您好,欢迎访问三七文档
当前位置:首页 > 办公文档 > 其它办公文档 > 仕彰自动化伺服控制应用於传统铣床X
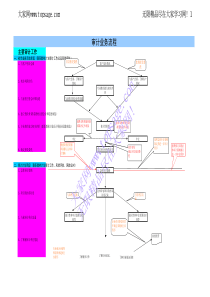
3-1仕彰自動化伺服控制應用於傳統銑床X、Y、Z軸無段調速自動進給補助說明CDS伺服系統自動進給專用調機步序(單軸、雙軸及三軸型式一併適用)系統主要構成元件:.CDS伺服驅動器一組.DAC雙軸或TAC三軸邏輯切換控制器一組(單軸免用).伺服馬達(數量視軸數需要).操作十字開關(自備).調速器【VR】(自備).快速進給用微動型押扣開關(自備)註:1.可選購通電煞車器或斷電煞車器。系統元件構成圖(含配線例)(內置於馬達方式)2.可選購SPM錶做速度顯示。3.可選購多種動作模態之自動行程功能板。(AutoCycleDevice)4.可選購電子線性手搖輪。(ElectronicLinearHandWheel)當系統動作含極限開關測試功能完成,即進入調機步序:A、最高速度限制調整先將機器面板之調速器(VR)向右旋轉至90%位置,再於驅動器面板”SPEED”印字左側孔內”旋鈕”,以小型一字起子向左旋轉,可使馬達增速,反之向右旋轉可使馬達減速,調至該系統希望的最高速度,此時機器操作面板之調速器(VR)可調之最高速度即被限制住。B、當最高速度設好後,經常會有馬達正向與逆向之轉速不一,此時請再以一字起子於”ZERO”印字左側孔內”旋鈕”向右或向左旋轉,並利用轉速表配合量測,調至正逆向速度一致。C、一般操作面板使用之調速器(VR)調速範圍,設於0~90%的方位內均能反應速度調變,若低於90%的方位即全速行進,則有調速過於敏感的瑕疵。此時請先”將操作調速器(VR)調設於90%位置,再調整驅動器:”SPEED旋鈕”向右旋轉,並利用RPM錶量測或目測馬達速度,剛好稍為降速即可。(請留意若向右旋轉過度則會使原已調好的最高速限降低)3-2註:1、快速進給專用之微動押扣開關,務必使用”微動型”,使用”微動型”押扣開關主要優點在於當快速進給指令被押扣開關觸發的同時加工速度指令隨即斷開,精密的切換動作可避免快速進給指令被觸發的瞬間馬達產生激烈的跳動。正確的選用此微動開關可使馬達運轉平順、操作輕快,同時此開關的接點亦應慎選,不良的押扣開關接點,偶會有床台劇烈跳動時,馬達斷續運轉,嚴重時會有馬達鎖固無法運轉的情形。(電壓指令傳導不良)2、CDS伺服系統應用於傳統銑床的自動進給,應該有以下幾個特點:.轉速平穩:優良的伺服系統於馬達進給的同時會有另外一股拉穩的力量隨時伺候,故遇有激烈的切削加工,可避免如齒輪箱或變頻馬達的進給方式所表現之劇烈跳動。.運轉低噪音:由於結構簡單,無齒輪傳動的噪音,亦無變頻馬達或一般伺服馬達的高頻噪音。.高轉速比:出廠時設於2RPM以上即達最高扭力,不是變頻馬達或一般伺服馬達可以比擬的。CDS伺服系統專用於傳統銑床自動進給的轉速比設計分別有:2~1600RPM、2~2400RPM、2~4000RPM、2~5000RPM等多種選擇。.低磨耗刀具:伺服馬達於加工運轉時,隨時有一股拉穩的力量伺候,故運轉平順穩定,尤其新刀具於成型修整銑削時,會有最明顯的低磨耗刀具表現。.操作人性化:CDS伺服自動進給系統,從加工操作至馬達運轉模態,甚至於配合馬達內置型通電剎車器或外置型通電剎車器的邏輯控制,都經過細心的設計,俾使操作員感覺操作輕快、穩靠、爽心。3、其它相關之說明情形請參閱驅動器使用說明書。3-3系統主要構成元件驅動器切換控制器(DAC或TAC)馬達電子線性手搖輪調速器(VR)微動型押扣開關十字開闢端子台電磁開關電源變壓器系統元件構成圖(含配線例)
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 ashine_aa
ashine_aa
本文标题:仕彰自动化伺服控制应用於传统铣床X
链接地址:https://www.777doc.com/doc-14671 .html