您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 销售管理 > 工业场地消防管路技术篇及售后服务(兰州高压阀门)
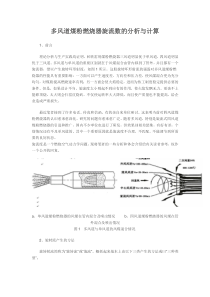
技术篇钢丝网骨架聚乙烯(塑料)复合管1.原材料生产厂家及基本性能参数钢丝网骨架塑料(聚乙烯)复合管、管件采用原料为高密度聚乙烯、专用热熔胶、高碳钢丝。高密度聚乙烯首选PE100级上海石化YGH041,专用热熔胶为上海中邦,高碳钢丝表面镀铜防腐蚀处理。1.1高密度聚乙烯性能(YGH041),执行标准(《QR/ZGX-0603-2011》)性能测试方法单位测试值熔融指数(5kg,190℃)ASTMD1238g/10min.0.40~0.43密度ASTMD792g/cm30.950~0.980拉伸屈服强度ASTMD638Kg/cm2≥240ESCR(F50)ASTMD1689HR>1500热稳定性ISO10837min>25分级ASTMD4131(B)PE100长期静液压强度ISO9080MPa10短期静液压强度ASTMD4131HR>1651.2热熔胶技术指标(GS-320),执行标准(《Q/IRPV1-2008》)密度/(g/cm3)熔融指数/(g/10min)维卡软化点/℃断裂伸长率/(%)剥离强度/(N/cm)≥0.940≥1.5≥120≥500≥1001.3钢丝要求(执行标准:《GB/T14550-2008》)项目单位要求钢丝抗拉强度Mpa≥1800钢丝抗拉伸长率%≥20钢丝缠绕角度(a)°54.7≤a≤60缠绕方向左旋+右旋钢丝规格:0.5mm、0.8mm、1mm等(视产品的规格而配备)镀层厚度及允许偏差:黄铜:0.15±0.05紫铜:0.12±0.05青铜(1):0.10±0.05青铜(2):0.17±0.05提供单位:兰州高压阀门有限公司2、公称压力校正系数压力测试用途试验温度(℃)短期静液压强度及爆破压力(Mpa)试验时间h性能要求给水、特种流体20℃80℃20℃公称压力×2公称压力×2×0.6爆破压力≥公称压力×31165不破裂、不渗漏不破裂、不渗漏爆破燃气20℃80℃20℃公称压力×1.6×2公称压力×1.6×2×0.6爆破压力≥公称压力×3.3×1.61165不破裂、不渗漏不破裂、不渗漏爆破复合层静液压稳定性要求用途试验温度(℃)短期静液压强度及爆破压力(Mpa)试验时间h性能要求给水、特种流体、燃气20℃公称压力×1.5165不破裂、不渗漏提供单位:兰州高压阀门有限公司3、电熔连接优势到目前为止,塑料管道的电熔连接,被认为是几种连接方式中最为安全可靠的。该连接方式可以保证管接头、管件连接性能良好,熔接管接头及管件能有效地防止松脱、开裂、拉开。正常情况下,管线试压合格后,电熔接头部位,不需要额外的运行与维护,这对于埋地管线尤为方便。塑料(复合)管道几种连接方式的安全性能比较如下表所示。几种连接方式的安全性能比较连接方式焊接系数热气体焊接(V型槽)0.57热板对接焊0.84熔融挤出焊接(V型槽)0.85熔融挤出焊接(X型槽)0.98电熔焊接1.0除采用电熔连接方式外,还可采用法兰的方式进行连接。在本工程中,钢骨架聚乙烯塑料复合管、管件之间的连接采用电熔套筒的方式连接,钢丝网骨架塑料(聚乙烯)复合管、管件与其它类型的管道、阀门、仪表之间采用法兰的方式连接。提供单位:兰州高压阀门有限公司4、物理机械性能4.1技术参数线膨胀系数12~15×10-5m/m.k管壁粗糙度0.007导热系数0.2~0.3W/m.k不圆度≤5%表面电阻率>1013Ω体积电阻率>1016Ω.cm弹性模量2.8~4.0Gpa4.2壁厚及单位质量:规格壁厚(mm)极限偏差(mm)内径(mm)外径(mm)重量(kg/m)DN504.51.241500.75DN634.51.254630.97DN755.01.265751.3DN905.51.579901.61DN1107.01.5961102.34DN1408.01.51241403.48DN1609.01.51421604.56DN2009.51.51812006.18DN25012.52.22252509.73DN31513.02.528931513.8DN40015.02.837040021.164.3钢丝网骨架塑料(聚乙烯)复合管与钢管的抗磨性能比较管道名称钢丝网骨架塑料复合管钢管固体含量(%VOL)714714磨损量(μm/h)0.380.581.52.34.4短期静液压强度及爆破压试验力要求用途符号试验温度/(℃)短期静液压力及爆破压力/MPa试验时间/h性能要求L、T20℃80℃20℃公称压力x2公称压力x2x0.6爆破压力≥公称压力x31165不破裂、不渗漏、不破裂、不渗漏、爆破Q20℃80℃20℃公称压力x1.6x2公称压力x1.6x2x0.6爆破压力≥公称压力x3.3x1.61165不破裂、不渗漏、不破裂、不渗漏、爆破4.5管材弯曲度(允许弯曲半径)规格110160200250315400500弯曲度(%)≤1.2≤1.0≤1.0≤0.8≤0.8≤0.6≤0.6注:同向弯曲,不允许呈S弯曲提供单位:兰州高压阀门有限公司安装承诺篇1、劳动力组合、技术人员配置1.1、劳动力安排工种按工程施工阶段投入劳动力情况第1~9天第10~54天第55~69天第70天塑料焊工45-644力工6866机械工4442电工22221.2、施工现场组织机构职务负责内容项目经理负责施工项目的全面管理(项目进度、安全、现场协调等)塑料焊工负责施工现场管道安装组织、管理工作力工管材、管件运输及布置,管材组对等工作机械工负责施工现场的机械运行保障工作电工负责各个施工小组的发电机保障、电器设备操作、维修、拆接线等安全员施工现场的安全保卫、施工安全保障工作(由电工兼任)2、施工机具配置工程投入的主要施工机械设备、仪器3、施工方案及重点部位施工方法1、电熔焊接(1)、分别在对接的两根管上刻上焊接区标记,刮削打磨焊接区管壁氧化层及电熔接头内壁氧化层,使其暴露新鲜材料。(2)、检查电熔接头有无明显变形,电熔(或电熔法兰)与管材配合以用手力推入电熔长度的1/5~1/3为宜。(3)、将电熔接头推入其中一端3~5厘米后,用手锤轻击接头四周,至刻度线位置。(注意:不能硬敲且应避开电源插孔)(4)、检查焊机电源线接触是否良好,输出端插头是否变形,有无泥沙,排除各种可能造成接触不良的因素。(5)、将输出端插头插入电熔接头插孔(注意插实),使之保持良好接触。序号机械或设备名称型号规格数量国别产地制造年份额定功率/KW生产能力用于施工部位备注1焊机HTD-84中国20058焊接2柴油发电机S1951中国2005、200530发电3抽水机2中国20053试压4打压泵1中国20061.5试压5切割机4中国20051.2断管6塑料焊枪4中国20060.75封口7磨光机4中国20061.2打磨(6)、按焊接工艺进行焊接。(7)、注意观察电熔接头观察孔的变化及有无异常声音,接头变形及表面温度变化是否正常。(8)、按要求认真填写施工记录。2、法兰连接检查法兰密封面及密封垫圈、垫片,将管材摆放好,在自然状态下找正,清除端面的泥沙,套入活套法兰。连接螺栓应对角拧紧,用力应均匀,反复将每个螺栓拧紧。注意保持两片法兰平行,两片法兰平行度偏差应小于等于法兰外径的1.5‰且不得大于2.0mm,连接时不允许丢漏件(垫片、垫圈等)。3、封口(1)、现场断管时,必须将管端进行封口。一般封口前,打磨深度3~5mm,且应深度一致、平滑。(2)、打磨钢丝时,应根据管径、壁厚选砂轮片规格。(3)、打磨端槽的宽度应均匀,必须保证内层塑料的厚度以及完整,槽的宽度不宜过宽。槽内应清理干净。(4)、管道封口使用焊丝粗细应均匀,焊丝在使用前应清除污渍。(5)、在施焊前应检查电源接触是否良好,将焊枪进行预热,一般将档位调至3~5档,预热3~5min,当焊枪吹出风的温度较为稳定时,方可施焊。(6)、焊接时应由槽的内壁开始,由里向外依次转圈连续焊接,每层的相临两根焊丝之间必须保证有近d/4重叠(d为焊丝直径);相临两层焊丝的起头处应错开,保证下层的起点处被覆盖均匀;起头处的焊丝在施焊之前,可以用刀片削成斜角,以便下一圈焊丝在此处可以圆滑过渡,封闭良好。封口完毕后必须使用砂轮将封口处打磨平。4、质量保证措施1、遵照ISO9001质量管理模式,认真贯彻执行行业标准和国家现行的施工验收规范。2、管材、管件应具有质量检验部门的产品质量检验报告和产品合格证。3、施工人员进入现场后,首先对钢丝网骨架塑料(聚乙烯)复合管进行全面检查,以避免在运输装卸过程中损伤的管子进入施工现场。4、在施工中必须保证施工记录的完整性,使其能够对质量进行跟踪,做到施工质量责任到人。5、当管线为电熔连接,施工现场必须做试验件。由于环境温度、湿度的变化而需要更改焊接工艺时,由项目经理给焊接人员下达更改通知单并签字。未经项目经理的同意任何人不得擅自更改焊接工艺。6、管线不得裸漏,由于地势等原因造成管线裸漏时,必须加钢套管保护。7、法兰连接的管线应在试压后将螺栓再紧一遍。8、施工单位有责任组织质量大检查,对质量检查结果予以通报,并制定方案奖优罚劣,促进质量提高。9、做好各种施工记录,并及时上报,接受监督。10、全面接受甲方及甲方委派的代表进行现场监督。总经理项目经理安全人员质检人员施工组长主操手副操手5、施工安全保证措施1、临时配电线路按规范架设整齐。架空线采用绝缘导线,不采用塑胶软线,不能成束架空敷设或沿地面明显敷充,施工机具,车辆及人员应与线路保持安全距离,如达不到规范规定的最小距离时,采用可靠防护措施。配电箱均搭设防护棚及设置围档。2、对现场所有的机械进行安装,使用监测、自检纪录,并每月不小于两次的定期检查。3、管材按规范码放,施工中取用管子时应由上至下取用,以防管子从上面滑落后伤人或损坏管子。4、管子下沟时可以用2根或3根绳子系住两点或三点,然后从沟边滑下。操作人员不得少于4人,绳子不得缠绕在手上或手臂上;管子对口和法兰安装时,操作人员应相互配合,防止管口将手指挤伤或被法兰碰伤;管子焊接时,操作人员不得面对电熔观察孔,电熔与管子、管件的接缝,以免高温塑料伤人5、管线试压时,应检查试压设备工作是否正常,放气管及进水管位置是否符合要求,应确认压力表量程,精度等级是否符合要求,不允许超压试验,稳压时间应按规范确定,试压完成后,应及时泄压,并对管道内残留介质进行清扫。6、在施工现场,未经业主书面同意,不得私自开关阀门。经同意开关的阀门,应在完工后,恢复原有状态。7、使用电动砂轮机和专用切割机时,要检查电源是否符合电动工具的要求,检查电动工具外观是否有损坏,并进行空转试车。8、操作人员要穿戴好防护用品,观察作业环境是否安全,被加工物件固定是否牢固,操作时要远离旋转部件。9、使用角磨机时,注意角磨机砂轮片方向,要戴防护眼镜,磨削管子时必须双手操作;使用云石机时,要戴防护眼镜,注意机片保养。用力均匀。不得过猛,以免云石机片损坏碰伤人。10、使用塑料焊枪时,首先检查焊枪电源线是否破损,禁止将焊枪风机直接放在地上,避免灰尘进入风机内,连续使用1小时应停机冷却一段时间,然后再使用。6、售后服务承诺书1.若中标,我方将提供优质产品和技术服务(1)根据招标文件与合同的要求,派技术工程师进行现场安装技术指导及专业安装人员参与实际安装,并成立专门的“项目组织、生产、技术施工及服务体系”(见后页附表),在管道安装施工期间以及项目管理的方式进驻现场,提供优质的服务:(2)免费提供管道技术培训,并赠送有关技术、检验、施工及培训资料:(3)免费提供中标货物安装所要求的专用焊接工具,确保工程正常进行:(4)管道连接技术服务:由兰州高压阀门有限公司负责所供“聚乙烯(HDPE)给水管及其配套管件”的现场管道连接技术支持,以及试压验收和管道连接质量保证等技术支持等有关工作;(5)售前服务:组织产品推广应用技术交流会,积极提供设计院需要的有关技术参数。真诚邀请招标人带领有关领导有关领导专家来兰州,对我司的生产设备、产品质量、质量体系、经营管理等进行全面考察、指导,并对已经使用本公司产品的重点工程,用户进行实地走访考察;(6)售中服务:认证履行合同,保
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 hnei
hnei
本文标题:工业场地消防管路技术篇及售后服务(兰州高压阀门)
链接地址:https://www.777doc.com/doc-1591329 .html