您好,欢迎访问三七文档
1、1钢筋电渣压力焊质量地杰国际城D街坊项目部QC活动小组发布人:葛亮2008年9月2目录一.工程概况二.QC小组简介三.选题理由四.现状调查五.小组活动目标及可行性分析六.原因分析七.制定对策八.实施对策九、效果检查十、第二次PDCA循环十一、活动成果十二、总结回顾及今后打算3一、工程概况地杰国际城D街坊工程位于上海市浦东新区北蔡镇御桥地区,御桥路以北,御水路以东。总建筑面积128068.26平方米。本工程由一个一层深地下人防车库、4幢18层高住宅楼、6幢27层高住宅楼组成,住宅01~10均为框架剪力墙结构,地库为框架剪力墙结构。设计总户数1385户。01、03、04、06为18层,02、05、07—10为27层,地下车库面积为6467.36平方米。4二、QC小组简介小组名称中建八局地杰国际城D街坊项目QC小组成立时间2008.5活动次数60课题名称提高钢筋绑扎成型质量课题类型现场型活动时间2008.5—2008.9小组制度1.小组成员要认真负责、服从指挥。2.小组成员的活动出勤要在80%以上,有特殊情况要向组长请假。3.检查中发现有新的问题要及时向组长汇报,并通过会议进行研究。4.做。
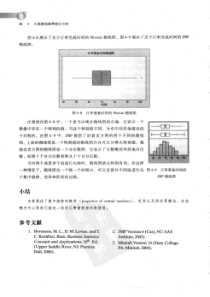
2、好每次小组活动的记录,积累原始资料。5成员简介序号姓名性别职称学历年龄职务小组分工教育时间1别军皓男工程师本科30项目经理组长702曹鹏男助工本科28技术负责副组长703孟宪伟男助工大专47钢筋主管组员704刘伟男助工大专26栋号长组员605蒋畅男助工本科24主管施工员组员606三、选题理由本工程竖向结构为框架剪力墙结构,墙柱钢筋型号纵多,为了节约钢筋用量,选用电渣压力焊作为竖向钢筋的连接方式。为了保证施工质量和结构安全,避免电渣压力焊施工中出现轴线偏移、焊包不均等质量通病,确保现场钢筋一次验收合格,保证工程施工进度,故运用QC方法对施工现场电渣压力焊质量进行控制,寻求解决质量通病的方法,保持过程受控,项目部成立QC小组。四、现状调查7项次检查内容不合格点数百分比累计百分比1钢筋轴线位移510%10%2弯折2040%50%3咬边24%54%4未焊合12%56%5焊包不均2040%96%6烧伤12%98%7焊包下淌12%100%合计50100%2008.5.20至5月30日对施工现场电渣压力焊接头进行抽查,共检查200个点,其中不合格点有50个,合格率为75%8根据上面调查做出排列图结论。
3、:对巴雷特图进行分析,影响工程质量的主要原因是:焊包不均、弯折。9五、小组活动目标及可行性分析5.1小组活动目标1、全面强化质量意识,提高QC管理水平,确保电渣压力焊的质量及效果,消除质量通病。2、确保本工程质量目标的实现----确保电渣压力焊合格率达到95%以上。105.2目标可行性分析目标可行性分析:1、项目领导非常重视,抓好钢筋质量的决心大。2、项目有经验丰富的技术人员。3、钢筋电渣压力焊班组配合项目部管理任务容易落实。结论:目标一定能实现!11六、原因分析针对末端因素,我们组织了由项目部班组、技术骨干及质检员等参加的要因分析会议,对末端因素进行了进一步的分析和论证。序号末端原因验证情况责任人验证人是否要因1人员质量意识不强人员重生产、轻质量、人员操作不熟练曹鹏别军皓是2技术指导不到位施工人员对交底理解不足曹鹏别军皓是3技术方案不完善变更方案曹鹏别军皓是4奖罚制度落实不到位奖罚措施落实不了孟宪伟别军皓否5材料影响更换施工材料刘伟、蒋畅别军皓是6机具影响更换机具刘伟、蒋畅别军皓是12七、制定对策序号主要因素措施执行人完成时间1人员质量意识不强1.先从项目领导开始,重视质量管理,提高。
4、整个项目管理人员质量意识;2.制定项目技术管理条例,内容涉及整个施工工艺各个环节技术要求及质量标准,明确奖罚规定;3.对分包队进行质量意识教育。曹鹏7.52责任心不强1.提高各个层次管理人员思想素质;2.责任分解,做到人尽其责,责任明确;曹鹏7.53技术指导不到位1.组织施工班组进行专项交底;2.实施集中培训,让班组充分掌握操作工艺;曹鹏7.104施工方案不完善1.根据工程特点讨论方案可行性;2.增强方案针对性及细部节点作法曹鹏7.55材料影响1.更换焊剂2.娇直钢筋端部蒋畅、刘伟7.106机具影响更换机具7.813八、对策实施采取以上措施,先从质量管理上下功夫,建立切实可行的质量保证体系,从体系上保证质量通病得到有效的控制,严格推行工程质量目标管理,时刻按局质量体系程序文件要求控制施工过程,真正做到确保每道工序受控。14九、结果检查项次检查内容不合格点数百分比累计百分比1钢筋轴线位移1260%60%2弯折210%70%3未焊合15%75%4焊包不均525%100%合计20100%15根据结果检查做出排列图结论:由上图分析可知,钢筋轴线位移是影响施工质量的主要项目,转下一个循环16十、。
5、第二个PDCA循环(1)要因分析序号质量问题主要因素1钢筋轴线位移1.钢筋端部弯曲2.人员施焊时钢筋放置不到位2弯折1.钢筋端部弯曲2.焊后过快拆卸夹具3未焊合1.焊接时间过短2.焊接电流过小4焊包不均1.装填焊剂不均匀2.焊接时间过短,焊剂未融化17(2)制定对策序号主要因素措施执行人1钢筋端部弯曲娇直钢筋端部刘伟2人员施焊时钢筋放置不到位钢筋放置到位后再施焊刘伟3焊后过快拆卸夹具避免焊后过快拆卸夹具蒋畅4焊接时间过短延长焊接时间蒋畅5焊接电流过小增大焊接电流蒋畅6装填焊剂不均匀确保焊剂装填均匀刘伟7焊接时关键过短,焊剂未融化延长电渣过程时间,适当增加熔化量刘伟18(3)实施对策实施上述措施后,“钢筋轴线位移”得到很好的控制,结果如下:项次检查内容不合格点数百分比1钢筋轴线位移240%2弯折120%4焊包不均240%合计5100%结论:通过两次循环,整个工程电渣压力焊质量得到明显改善和提高,钢筋一次隐蔽验收通过率得到改善,减少了工程返工率,工程进度、质量得到了保证,达到了预期目的。20十一、活动成果经过两次循环并消化,电渣压力焊接头合格率达到95%以上。通过QC小组的一系列活动,使我。
6、们积累了一定的施工经验,提高了一定的管理水平,同时有效保证和提高工程质量,在万科组织检查中,得到业主、监理的好评。21十二、总结回顾及今后打算通过QC小组的这次活动,我们深刻的认识到科学管理和工程质量的重要性。质量是企业的生存之本。在生产施工过程中,通过QC的运用,不断提高管理和工作方法。通过不断的总结和探索,保持过程受控,交付业主满意工程。。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 kidkid5285
kidkid5285
本文标题:电渣压力焊QC
链接地址:https://www.777doc.com/doc-1718145 .html