您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 国内外标准规范 > ANPT-NPTF-螺纹规使用方法
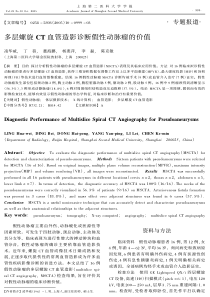
Author编写:施琦WorkInstruction作业指导书Review审批:梁春香Date日期:2012.10.12WorkInstructionNo.作业指导书编号II-007Reference参考:Reversion版本:00Page页码:1of7Title标题:ANPTNPTF螺纹规使用方法Note:thedocumentwithoutredmark“Control”isonlyforreference.无红色“受控“章的打印文件仅作参考ReviseRecord修订记录Rev.RevisedDateReviserRemark版本号.修订日期修订者说明002012.10.12JustinShi新发行Author编写:施琦WorkInstruction作业指导书Review审批:梁春香Date日期:2012.10.12WorkInstructionNo.作业指导书编号II-007Reference参考:Reversion版本:00Page页码:2of7Title标题:ANPTNPTF螺纹规使用方法Note:thedocumentwithoutredmark“Control”isonlyforreference.无红色“受控“章的打印文件仅作参考1.目的规范ANPT和NPTF螺纹规的使用方法。2.适用范围适用与所有ANPT和NPTF螺纹的检测过程。3.定义:3.1螺纹有效长度(图1):L1:手动旋合长度;L2:外螺纹用扳手旋合长度L3:内螺纹用扳手旋合长度图13.2ANPT和NPTF螺纹塞规(见下图):L1规:检查圆锥内螺纹在L1范围内的作用中径和底径;Author编写:施琦WorkInstruction作业指导书Review审批:梁春香Date日期:2012.10.12WorkInstructionNo.作业指导书编号II-007Reference参考:Reversion版本:00Page页码:3of7Title标题:ANPTNPTF螺纹规使用方法Note:thedocumentwithoutredmark“Control”isonlyforreference.无红色“受控“章的打印文件仅作参考L3规:检查圆锥内螺纹在L3范围内的作用中径;6台阶牙顶光滑圆锥塞规:检查圆锥内螺纹在(L1+L3)范围内的锥孔直径。3.3ANPT和NPTF螺纹环规(见下图):L1规:检查圆锥外螺纹在L1范围内的作用中径和底径;L2规:检查圆锥外螺纹在(L2-L1)范围内的作用中径;6台阶牙顶光滑圆锥环规:检查圆锥外螺纹在L2范围内的圆锥直径。3.4P:螺距Author编写:施琦WorkInstruction作业指导书Review审批:梁春香Date日期:2012.10.12WorkInstructionNo.作业指导书编号II-007Reference参考:Reversion版本:00Page页码:4of7Title标题:ANPTNPTF螺纹规使用方法Note:thedocumentwithoutredmark“Control”isonlyforreference.无红色“受控“章的打印文件仅作参考4.程序4.1量规及零件的螺纹必须清洁、无毛刺。参考点在零件的端面。4.2用L1规旋入,螺纹端面与应处在螺纹规任意2个台阶之间,或与螺纹规基准平面相距一个螺距(±1P)以内,判定为合格;否则为不合格。4.3用L2环规或L3规塞规旋入,螺纹端面与应处在螺纹规任意2个台阶之间,或与螺纹规基准平面相距一个螺距(±1P)以内,并且以L1规的测量位置为基准,L2环规或L3规塞规测量的位置与L1规的测量位置差异量应相距半个螺距(±0.5P)内,判定合格;否则为不合格。4.4用L1规确定螺纹工件的尺寸范围(图2),与L1螺纹规基准值相距三分之一个螺距(±1/3P)范围是基本尺寸段B;与L1螺纹规基准值比较大于三分之一个螺距(+1/3P)到大于一个螺距(+1P)范围是大尺寸段MX;与L1螺纹规基准值比较小于三分之一个螺距(-1/3P)到小于一个螺距(-1P)位范围是小尺寸段MN;图24.5如果L1规和L2规(L3规)判定合格后,再使用6台阶锥度规,锥度规放入螺纹内不可以有摆动,无摆动为合格,否则为不合格。4.6如果无摆动合格后,依照L1规深度先判定螺纹工件尺寸段范围是:小尺寸段,基本尺寸段或大尺寸段,再用6台阶圆锥光滑规判定工件螺纹牙的削平高度是否符合要求,列如:L1Author编写:施琦WorkInstruction作业指导书Review审批:梁春香Date日期:2012.10.12WorkInstructionNo.作业指导书编号II-007Reference参考:Reversion版本:00Page页码:5of7Title标题:ANPTNPTF螺纹规使用方法Note:thedocumentwithoutredmark“Control”isonlyforreference.无红色“受控“章的打印文件仅作参考规判定基本尺寸段B,6台阶圆锥光滑规尺寸应该在B到BT的范围内,符合的判定为合格;否则判定为不合格。4.7图例(图3):第一行:L1规测量内螺纹比螺纹规基准深约一个螺距(1P),L3规的深度应该以L1规测量的深度为基准,差异量在半个螺距(±0.5P)内,6台阶规应该在MX–MXT范围内;第二行:L1规测量内螺纹与螺纹规基准齐平,L3规的深度应该以L1规测量的深度为基准,差异量在半个螺距(±0.5P)内,6台阶规应该在B–BT范围内;第三行:L1规测量内螺纹与螺纹规基准浅约一个螺距(1P),L3规的深度应该以L1规测量的深度为基准,差异量在半个螺距(±0.5P)内,6台阶规应该在MN–MNT范围内。Author编写:施琦WorkInstruction作业指导书Review审批:梁春香Date日期:2012.10.12WorkInstructionNo.作业指导书编号II-007Reference参考:Reversion版本:00Page页码:6of7Title标题:ANPTNPTF螺纹规使用方法Note:thedocumentwithoutredmark“Control”isonlyforreference.无红色“受控“章的打印文件仅作参考图3Author编写:施琦WorkInstruction作业指导书Review审批:梁春香Date日期:2012.10.12WorkInstructionNo.作业指导书编号II-007Reference参考:Reversion版本:00Page页码:7of7Title标题:ANPTNPTF螺纹规使用方法Note:thedocumentwithoutredmark“Control”isonlyforreference.无红色“受控“章的打印文件仅作参考5参考文件QCER#065
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 cyq101121
cyq101121
本文标题:ANPT-NPTF-螺纹规使用方法
链接地址:https://www.777doc.com/doc-1744299 .html