您好,欢迎访问三七文档
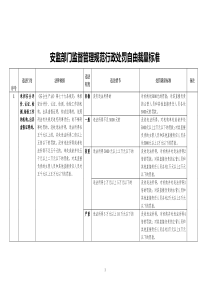
喷漆工技能培训面漆班:张军华二〇一五年十一月十五日目录第三部分喷漆工操作要点第一部分环境要求第二部分工艺流程及作业内容第四部分第五部分点修视频漆膜常见缺陷第一部分环境要求基础环境要求:★现场环境温度:15℃~35℃。★现场相对湿度:30%~85%,且当现场相对湿度大于85%发现露点现象时,应停止施工。★喷漆场所必须通风良好,环境清洁,采光良好,不受其他加工场地、空气污染物以及不利天气的影响。★远离电、火,或者能产生电火的因素。第二部分工艺及作业内容中涂喷涂工艺要求:1.喷涂过程中要注意喷枪与工件间距离控制在25—30cm,走枪速度控制在30—60cm/s。2.集中输漆系统要严格按操作规程操作,并定期进行维护保养,6个月集中清洗一次输漆管道;3.静电喷枪要注意保养,不要损坏极针。工间休息时要把喷枪挂到专用挂钩上,工作完毕,将喷枪用溶剂、抹布等清理干净,并保存好。一.喷中涂:4.喷漆室空调送风系统及排风系统要严格按操作规程操作,并定期清理送风系统的滤网。5.漆泥处理池要定期清理漆渣、淤泥,更换新水。操作时要严格按操作规程进行。6.要定期清理喷漆室格栅上附着的油漆。7.注意喷漆室风向,通过调节排风机风阀,保持机器人喷漆室微正压(通过观察喷漆室喷房内悬挂的布条判断,保持布条被风微微吹向喷漆房外,不超过15°)。中涂喷涂工艺参数•油漆施工粘度:(22—23)s(23℃)•施工温度:(15—35)℃•中涂漆电阻值:(25—200)MΩ•喷涂压力:(450-550)KPa•湿碰湿间隔:5min•干膜厚度:35-40µm喷面漆工艺要求:•1.喷涂厚度不要超过25µm,太厚会影响闪光效果;•2.喷涂后的车身表面不得有“发花”现象;•3.严格按操作规程操作金属漆输送系统,并经常检查金属漆输送系统的各泵、压力表及阀门是否正常。过滤器前后压差超过0.1Mpa时,须更换过滤袋。二.喷面漆•4.金属漆液循环流速不得低于18m/min,并不得随意停止循环。调漆罐中无油漆时,要用溶剂清洗干净。•5.注意喷漆室风向,通过调节排风机风阀,保持机器人喷漆室微正压(通过观察喷漆室喷房内悬挂的布条判断,保持布条被风微微吹向喷漆房外,不超过15°)。面漆喷涂工艺参数•喷涂压力:400—550KPa•干膜厚度:金属底漆(15—20)μm实色面漆(35—45)μm•“湿碰湿”间隔:3min•喷漆室风速:0.4-0.55m/s•喷漆室温度:(20-35)℃•1.整车返修:缺陷面积较大或面积虽较小,但处数较多,将车身发往中涂打磨室,用400#砂纸将缺陷部位用打磨平整,再整车用600#水砂纸打磨后,擦净,重新通过面漆喷漆室喷面漆后烘干。•2.下述情况,可选择点修:•车身面漆表面局部流淌,每车三处以下,每处面积小于30mm2;•车身面漆有局部颗粒;•一到两个缩孔。三.点修点修的工艺要求:•3.修补方法:•打磨抛光修补•颗粒:用2000#水砂纸仔细将颗粒处水磨平,用干净绒布擦干净,然后涂上粗抛光液,用粗羊毛球抛光机粗抛光,并擦拭干净粗抛光液。用幼羊毛球涂上精抛光液用抛光机抛光至合格,并将抛光液擦净。若颗粒部位颜色出现差异(直径在1㎜以内),可用毛笔蘸面漆将之涂好,用远红外烤灯烤干后,再进行抛光处理。完毕,擦净抛光部位。•流挂:将流挂部位用专用刀片削平后,按颗粒处理所示方法进行打磨及抛光。•桔皮:精抛光液涂至桔皮部位后,将抛光海绵轮贴到抛光机上,用海绵将抛光液涂布开后,进行抛光处理。•少量缩孔的修补:用2000#水砂纸将缩孔部位打磨平整(面积可视情况进行扩大),并用粘性纱布将打磨处擦干净。将同色面漆调稀至施工粘度,用专用修补喷枪将打磨部位喷上一层面漆,喷涂时要注意喷涂部位与周围的过渡。必要时用接口水处理虚漆。喷涂完毕,用远红外烤灯将喷涂部位烤干。干燥后视情况进行抛光处理。第三部分喷漆操作要点一.油漆的调配★确认油漆、固化剂、稀释剂的型号及保质期;★确认施工环境符合要求,物面及工具干燥、清洁;★开桶,用搅拌器搅拌主剂,静置放净气泡;★主剂和固化剂按照规定的比例调配,搅拌均匀;★加入稀释剂,用搅拌器充分搅拌,将油漆调至喷涂粘度,过滤除杂,静置熟化5~10分钟,放净气泡。★闪光漆和稀料比例是1:1清漆和稀料的比例是5:1实色漆和稀料的比例是4:1二.油漆的喷涂方法:★涂料的施工方法有许多种,这里选用的是空气喷涂法。所谓空气喷涂是指在喷涂过程中,利用空气压力(一般在0.4~0.6Mpa),对油漆进行雾化喷涂。空气喷涂损耗大,但其涂膜薄,漆膜流平性好,装饰性强。★采用湿碰湿喷涂方法。所谓“湿碰湿”即涂膜未完全干透之前就直接喷涂第二道漆,使两层之间附着良好。否则若底层固化时间太长,漆膜太硬,两层间容易剥落脱皮。时间把握以“碰”上去的第二道漆膜在固化过程中没有针孔、气泡、流挂为准,通常在表干后的一段适宜的时间内。三.喷枪1.喷枪的分类吸力喷枪(罐枪)重力式喷枪(罐枪)2.喷枪的调整③出漆量:拧出是流量增大,拧紧是流量减小。④调整检测:喇叭口处于竖直位置。(如图)保证喷出图案是水平的。喷漆直到出现流淌,观察流挂情况。四.喷涂的操作要领1.正确的喷枪拿握方法和姿势:手:拿握喷枪不要大把满握,应该无名指和小指轻轻握住枪柄,食指和中指勾住板机,枪柄夹在虎口中,上身放松,肩要下沉,以免时间长了,手腕和肩膀疲乏;眼:喷涂时要眼随喷枪走,枪到哪,眼到哪,既要盯准喷枪要去的位置,又要注意喷过涂膜形成的状况和喷束的落点;身躯:喷枪与物面的喷射距离和垂直喷射角度,主要靠身躯来保证。喷枪的移动同样要用身躯来协助膀臂的移动,不可只移动手腕,但手腕要灵活。2.喷枪与工件的角度•喷枪与工件的角度,应时常保持垂直,如果不垂直将导致流挂或者漆面色斑。喷枪与工件保持垂直,绝对不允许手腕弧形摆动!20-30cm20-30cm3.喷枪与工件表面的距离喷嘴与物面的距离一般以20~30cm为宜,正常的喷漆距离应该与喷漆气压、喷枪调整的扇面,与油漆的种类相适应。喷枪太近,气流太高,出现波纹,漆雾不能散开就附着到表面,容易形成流挂。喷枪太远,未喷到表面就已经蒸发,导致橘皮或漆面发干,影响颜色效果。•喷枪的移动速度和喷漆的环境和油漆的粘度有关,约30-60cm/s。实色漆一般在40cm/s左右。金属漆一般在60cm/s左右。•如果太快,油漆难以在工件表面形成漆膜,而且造成了油漆的浪费。我们俗话说的:甩漆大王•如果太慢,容易造成流挂或者漆膜不均匀。4.喷枪的移动速度•喷漆压力正常区间在400Kpa-600kpa之间。•如果气压过高,虽然可以让油漆雾化的更好,但是不容易形成漆膜,不好附着在工件上。•如果气压过低,油漆雾化不良,会出现漆点。喷枪出漆不良,漆膜偏薄。5.喷漆的压力6.喷枪扳机的控制7.喷涂路线的搭接方法及路线•喷涂方法有纵行重叠法,横行重叠法,纵横交替喷涂法。喷涂的路线应从高到低,从左到右,从上到下,从里到外的顺序进行。在行程的终点关闭喷枪,喷枪的第二次单向方向移动的行程和第一次相反。喷嘴与第一次行程的边缘平齐。漆雾的上半部分与第一次的下半部分重叠,重叠的幅度在1/2-1/3。•喷枪喷涂的重叠在1/2-1/3之间为最佳。•如果重叠少,那么会出现暗花斑光泽度不良的情况。•如果重叠过多,那么容易造成流淌和漆膜不均匀。•驾驶室在点修中,被喷的驾驶室位置不同,喷漆走枪的手法就不同。简单介绍一下,几种常用的喷漆手法。7.走枪的基本动作外角喷涂(横喷法)内角喷涂(纵喷法)•无论板件是什么形状,安装在什么位置,走枪时基本参照由上到下,由左到右,由里到外的顺序进行操作。8.不同板件的走枪顺序重点说明一下车门里及门框的喷漆顺序车门里走枪顺序说说你们的喷漆顺序……21345678910五.喷枪的维护1.刮腻子的一般知识五.刮腻子在灯检,时常发现板材凹坑,涂点之类的缺陷,刮腻子是弥补缺陷的重要手段。作为喷漆工,刮腻子是基本工,不会刮泥子的喷漆工,不能称为真正的喷漆工。①腻子的调和取出腻子和固化剂,腻子和固化剂一般是以100:2或者100:3的比例混合。如果固化剂多,腻子干了以后会出现开裂,如果少了就会难以固话。2.刮腻子操作②拌合腻子(图九)和步骤(图十)拌合均匀为目的③局部腻子的修补方法一、流淌:油漆涂饰于垂直物体表面,在涂膜形成过程中湿膜受到重力的影响向下流动,形成不均匀的涂膜,称为流坠或流挂。第四部分漆膜常见缺陷☞原因及解决措施:★稀释过度,使涂料黏度过低——减少稀释剂用量★喷嘴孔径选型过大或磨损——选用合适口径的喷枪★喷涂距离太近——枪口垂直物件,距离约20-30公分★喷枪移动速度太慢——枪口垂直物件,水平或上下移动,速度适宜。★稀释剂挥发速率过慢——选用挥发速率合适的稀释剂。二、起粒:涂装后漆膜表面出现不规则块状物的总称。☞原因及解决措施:★施工环境中灰尘太多——尽量使喷涂物件周围清洁★喷涂距离太远,造成涂料成膜不连续——喷枪与工件的距离保持在最佳距离★雾化压力不够,涂料没有完全雾化开——调整喷枪压力★使用的固化剂已变质——改用质量好的固化剂★油漆与固化剂混合时间过久,油漆已经胶化——油漆与固化剂混合后应在4小时内用完三、气泡:油漆在使用过程中,由于搅拌或喷涂中混入空气,不易消散,在施工后的涂膜表面浮着气泡。☞原因及解决措施:★油漆中含有空气——油漆搅拌后静置一定时间,待气泡消失净后再施工四、针孔:也叫针眼,是漆膜干燥后,在涂膜表面形成的针状小孔,严重时针孔大小似皮革的的毛孔状表面。☞原因及解决措施:★主要是喷涂施工时,湿膜中溶剂挥发速度快,当气泡溢出后涂膜已丧失流动性,导致涂膜干燥后流下针状小孔。——调整溶剂挥发速率,适当添加慢干溶剂。★一次性喷漆太厚——分多次喷涂★层间间隔时间不够——每次喷涂时间间隔不要太短★喷涂温度过高,导致表干过快——避免高温施工★物件表面含水太高,环境湿度大,压缩空气中水汽含量高——物件表面应充分干燥,及时将空压机中的水放出五、泛白:此现象常发生在挥发型涂料的涂装中,是施涂后溶剂迅速挥发过程中出现的一种不透明的白色膜的现象。夏季雨后大棚作业容易出现☞原因及解决措施:★施工环境湿度太高,溶剂迅速挥发吸热,使漆膜附近的空气温度降低到了露点,致使水分凝结在漆膜上的缘故。——调整好涂料所用溶剂,并适量增加高沸点溶剂,减少挥发快的溶剂的用量。★缺陷链接:前期火红批量性发白的缺陷。一次性喷涂金属漆太厚的缘故。六、漆膜过薄☞原因及解决措施:★油漆固体份低而黏度高,或者稀释剂溶解力差,施工时加入过多的稀释剂,施工固体份太低。——选用高质量的油漆及稀释剂。七、桔皮、皱纹:湿膜未能充分流展平滑即已干燥形成的似桔皮状的痕迹。☞原因及解决措施:★喷涂时,施工黏度太高,喷枪口径大小不适,导致雾化程度不够。——调配油漆黏度适中,合理选择喷枪口径。★喷枪离工件距离过远,导致湿膜不能充分流平。——喷枪垂直于物面,离物面距离20-30cm为宜。八、缩孔:涂料施工后,湿膜在流平过程中出现回缩,成小圆形地裸露出底层。☞原因及解决措施:★湿膜上下部分表面张力不同,在成膜过程中,上层湿膜的表面张力低于下层湿膜的表面张力时就发生缩孔。——改善湿膜的流展性能,降低涂料的表面张力。——底材表面除净油污。第五部分点修视频
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 hz2009
hz2009
本文标题:喷漆工技能培训
链接地址:https://www.777doc.com/doc-1789706 .html