您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > 产品精益生产示范线总结
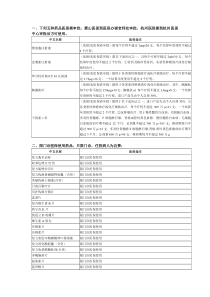
9600KW逆变器柜精益生产示范线编制:江禄卿审核:丁刚批准:周益民主题背景一、当前,集团公司已经通过2亿、4亿、10亿规模的突破进入了一个新的发展时期,正面临着集团公司“十二五”规划和轨道交通领域的新挑战。产能扩张、管理提升迫在眉睫.二、集团公司自2005年导入精益生产以来,一直致力于创建具有联诚特色的精益生产管理方法和模式。今年,精益生产的重点是创建8条精益生产示范线.三、9600KW逆变器柜代表着出口产品中的高端质量铆焊件,承载着重振联诚集团在西门子用户中信誉的重任;同时,西门子对该产品的质量和产能需求是钢结构事业部现有管理水平一个巨大的压力。总体思路项目启动:成立9600NBQ精益生产推进小组,明确职责和分工。策划布线:对现场6S、工艺布局、物流线路、标准化作业,通过可视化管理进行策划,形成一条线路清晰的生产线。过程实施:针对策划的内容进行实施,过程中应该有小结和逐步改善的措施。验证:以西门子用户需求进行实施。以客户需求的产能目标(40台/月)为基准实施准时化生产;以客户需求的质量目标(一次交验合格率98%,“用户满意率”90%/月)为基准实施标准化作业。历程概述9600KW逆变器柜精益生产线的建立还要追溯到2009年,当时该项目也是作为项目管理模式中的经典案例在组织实施,由当时的项目经理李跃丰先生负责.该项目正如我们之前所描述的背景一样,有诸多特性和值得挑战的因素包含在内.经过近一年的准备和试制,终于在2009年9月成功进行首件评审,这件事也算是联诚的一个大事件.钢结构事业部从2009年10月份正式进入小批量生产的阶段,当时的状况是整个柜体车间由于出口产品划转海外后,仅仅留下来10多人可以参与生产.焊工资质不全、铆工技能达标的只有2~3人、批量生产的工艺还处在摸索阶段、工装基本为零,与我们的竞争对手时代金属相比较,在薄板柜体这个领域,我们差之甚远.2009年10月,成立柜体车间.2009年11月,一边小批量生产备料,一边进行人员调整,划拨小件历程概述车间滤波柜骨架班11人参与柜体车间,人员增加至26人.技能状况差.2009年12月,首批生产开工,由于骨干技能不足,采用包干制,只有一个总装台位.同时,选择性进行培训,引进一批学徒焊工.2010年1月,形成四个总装台位,其中三个处于试制模式,总装制作周期15天/台.完工02-07#.焊工资质培训基本到位.2010年2月,实行流水线生产模式,片装—总装—打砂—油漆—装配—交车.四个总装台位可以正常生产,由于技能不一,总装周期约为10天/台.完工08-15#,铆工技能明显上升.2010年3月,调整工序,片装—总装—打砂—精整—油漆—装配—交车.精整工序独立开来,释放总装产能,总装周期约为8天/台.2010年4月,调整总装人员,增加至6个台位.产能达到20台车/月.2010年5月、6月、7月,根据用户需求开始交车,由于质量问题、现场环境等无法满足要求,停产整顿.2010年8月,成立精益生产推行小组,设定改善目标,编制改善计划.改善目标改善总体工作目标序号项目改善前状况改善后目标1实现准时化生产一线生产员工35人,产能25台车/月一线生产员工35人,产能提升至40台车/月2产品质量提升用户经常投诉,满意度低,使用满意率仅为30%用户满意度提高,一次交验合格率98%,使用满意率90%3生产现场优化物流线路不清晰,中转项点多,中转线路长,时间长;可视化管理模糊.物流线路可视化,减少中转线路,缩短时间2小时/台车4工艺工装改进制造周期长,其中总装工序处于无工装状态,周期为6天;供应商没有纳入实时控制,油漆周期9天制造周期降低,总装周期降为4.5天,油漆周期降低为5天5成本控制成本数据不清晰,资金占用不明成本数据清晰化,减少占用资金改善具体内容推进计划编制组织构架成立生产现场优化产品质量提升工艺工装改进准时化生产(JIT)成本控制一、成立组织结构推行组长(周益民)执行负责人(丁刚)精益专干(江禄卿)物流(谭晓慧)制造(申外成)质量(张文辉)6S(董卫华)技术(彪伟)设备(冼卓雄)车间(易云华)交车(李文龙)总装(郭星)片装(刘国亮)片装(齐升志)螺母(陈金露)采购(张为明)二--(1)根据产品的工艺线路,实行定人定工序定产能,优化现场工艺布局。二--(2)推行可视化管理,把用户心声、工艺文件、检验文件、生产计划用标准化的看板展示并更新,形成一道亮丽的风景线。改善前改善后二--(3)提升6S管理,加强整顿,改善现场的整体感官效果;通过合理的标语进行宣贯。改善前改善后三--(1)柜体总装工序从自检到验收过程需要将近28小时,现在整个验收过程只需要8个小时,大大提升交验的效率。86316844320246810121416187月8月9月自检(单位:h)交检(单位:h)验收(单位:h)三--(2)产品的内部质量问题得到了全面有效的控制,一次交检合格率达到了98%,满足用户要求。22%60%65%98%0%20%40%60%80%100%6月7月8月9月产品一次交检合格率三--(3)用户满意度不断提升:从6、7月的停产整顿,到8月份正常交付34台车;与时代金属(竞争对手)的对比也明显上升,8月我们的用户总结问题为22起,时代为4起;但到了9月,我们的问题下降至10起,时代上升至15起6月32起7月30起8月22起9月10起6月15起7月10起8月5起9月1起05101520253035顾客质量投诉顾客现场返工6月7月8月9月四--(1)逆变器柜系列工艺工装改善的效果.改善前改善后(1)左、塔配件有简易工装.(2)总装工序采用原始组焊工艺.(3)所有制作平台均未校平,处于不合格状态.(4)检验所使用的角度尺超差,90·均处于不合格状态.(5)外委折弯配件,半数处于超差状态.(1)设计制作总装组焊胎膜6套,降低组装技术难度底,直接缩短总装生产周期至4.5天/台.(2)设计制作底架(1-1)组焊胎膜2套,降低组装技术难度底,直接缩短生产周期0.5天/台.(3)校平工作平台12件,使处于不合格状态.(4)配件平面及角度多功能整形模2台,解决了外委折弯配件的诸多质量问题.(5)即将完工左、塔组焊模2-4套.改善后的效果:其一,月产能可以突破至40台车以上;产品质量满足98%以上;其二,改变员工队伍落后的不良作业习俗;导向薄壁结构件产品后续的制作工艺.四--(1)完善工装,尤其是配置了总装工序的整体胎膜,单台制作周期缩短30%(2天)。生产样板总装胎膜四--(2)完善工艺文件,配置标准化作业指导书,通过对生产工序、焊接顺序的调整,有效的控制焊接变形.工艺文件可视化标准化作业指导书五--(1)准时化生产(JIT).—员工技能培训改善前改善后(1)逆变器项目生产人员在原有出口车间的基础上成立的,原出口车间熟练的铆工和焊工基本转至原海外事业部,留下的人员技能水平较差,而且新员工较多,导致产品合格率非常低。(2)焊工资质不全.(3)铆工技能参差不齐.(1)对原有操作人员进行分级改造,进行实物培训,一旦达标,立即参与实物的试制.(2)每周进行理论培训,周总结实物制作中存在的问题.(3)随着员工技能水平的不断提升,工序随着人员的技能进行调整,达到最佳状态为止.五--(2)准时化生产(JIT).—拉动式生产计划的执行(1)编制拉动式生产作业计划,分备料—片装—总装—交车.执行,对于计划中的每道工序采用”拉灯”模式,悬挂”笑脸,哭脸,停工牌”.(3)”拉灯”过程中的问题一旦暴露,解决问题的力度将采用”全员督办”来保证流水线正常运行.(2)对于关键工序总成台位,实施单独看板控制,从日计划和物料信息上进行流水线的控制.五--(3)准时化生产.—产能的提升:由5月份的8台车/月(0.3台/天)提升到现在的40台/月(1.3台/天),完全满足了以客户需求的产能目标(40台/月)日产能月产能0.30.90.91.11.300.20.40.60.811.21.45月6月7月8月9月台车/天828283340010203040505月6月7月8月9月台车/月六--(1)改善物流周转效率,加快流动性,降低在制品.改善前改善后(1)仓库占用面积300m2(2)库房配件的序列不清晰,领料难度大.(3)领料项目多,配套一台车的配件数量多达200项,领料周期长.(1)仓库占用面积237m2,减少了63m2.(2)按配件的序号陈列,比如1号货架摆放1-1、1-2等配件,2号货架摆放2-1、2-2配件,配件摆放整齐有序,标识齐全;门板单独制作存放架,减少变形,保证定量使用.减少领料周期2天/5台车.无六--(2)通过成本号的管理模式,及时对成本进行总结,随时暴露问题,随时解决问题.在满足客户产能需求的情况下,通过成本控制的努力开展;逆变器柜精益生产线,从以下图表中可以更明显的看出在资金占用和成本方面在这条生产线的推行效果。7月份以后,逆变器柜项目的每台车的成本和每个月的资金占用情况一直呈现稳步下降的趋势。3.43.33.02.82.93.03.13.23.33.43.57月8月9月成本合计(万元/台)108.390.271.650¥0¥20¥40¥60¥80¥100¥1206月7月8月9月资金占用情况(万元/月/台)改善效果总结改善前①一线员工35人,产品提升至25台车/月;②用户经常投诉,满意度低,使用满意率仅为30%③物流线路不清晰,中转项点多,中转线路长,时间长;④在制品流动慢,占用场地面积达到近1跨厂房;⑤制造周期长,其中总装工序处于无工装状态,周期为6天。供应商没有纳入实时控制,油漆周期9天;⑥员工作业责任性不强,作业不规范,检验标准不明确。改善后①一线员工35人,产品提升至40台车/月,产能提升60%;②用户满意度提高,一次交验合格率98%,使用满意率90%③物流线路可视化,减少中转线路,缩短时间2小时/台车;④在制品基本为零库存(即:安全库存,成品区保证10台车中转,半成品区保证5台车中转),减少在制品,尽量达到零库存(即:安全库存);⑤制造周期降低,总装周期降为4.5天,油漆周期降低为5天,制造周期缩短,生产效率提高;⑥全工序标准化作业,产品质量项点责任制,产品合格率达到90%以上。改善心得钢结构事业部作为结构件产业的主要成员之一,不仅影响着结构件产业自身的升级发展,同时还承担着风机、电子电器、冷却系统产业的前沿制造工序,在集团公司的生产制造中扮演着举足轻重的角色。自集团公司推行精益生产活动以来,钢结构事业部就一直试着寻求打开“精益”的大门,我们曾经在6S、六西格玛管理、TPM、JIT生产、“拉灯”等等这些名词面前来回徘徊,直到经历了2009年的产能突破和产业升级,结合前期的改善项点积累,我们才终于领悟到“与完美竞争,永无止境”的精髓所在.纵观钢结构事业部从这条精益生产示范线以来的工作历程,我们对精益生产更有自己独到的体会:“精益”的“精髓”就在于科学的制造危机,勇敢的暴露生产活动中存在的一切问题,哪怕这些问题可能将自己逼上绝境,我们也要迎难而上。钢结构事业部时常都处在一些的“危机风暴”中,时常都处在大家的“矛盾焦点”之中,而恰恰是这些让我们成长的更快,让钢结构事业部锻炼成不惧风暴,迎难而上,不断改善的作风,让我们用“精益”来改变明天。谢谢大家!
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 私房丁丁
私房丁丁
本文标题:产品精益生产示范线总结
链接地址:https://www.777doc.com/doc-1845413 .html