您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > 基于PROFIBUS现场总线的PLC控制系统设计
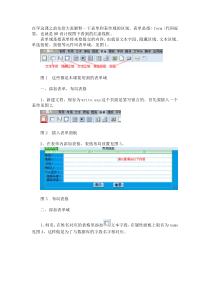
2010年11月机床与液压Nov.2010第38卷第22期MACHINETOOL&HYDRAULICSVol38No22DOI:10.3969/jissn1001-3881201022036基于PROFIBUS现场总线的PLC控制系统设计张坤1,谭晓东2(1南车青岛四方机车车辆股份有限公司,山东青岛266111;2大连交通大学,辽宁大连116028)摘要:采用基于PROFIBUS现场总线的触摸屏和PLC设计压装机控制系统。介绍该控制系统硬件的选型、伺服系统的设计和软件的设计。PLC提高控制系统的可靠性、增强系统的抗干扰能力,触摸屏则为整个控制系统提供良好的人机操作界面,加上伺服控制具有自动、快速、精密的优点,使整个压装控制系统的可靠性提高、运行成本降低。关键词:PLC;触摸屏;伺服系统;压装机中图分类号:TP273文献标识码:B文章编号:1001-3881(2010)22-104-3DesignofPLCControlSystemBasedonPROFIBUSZHANGKun1,TANXiaodong2(1CSRQingdaoSifangLocomotiveandRollingStockCo.,Ltd.,QingdaoShandong266111,China;2DalianJiaotongUniversity,DalianLiaoning116028,China)Abstract:PressurecapacitycontrolsystemwasdesignedadoptingtouchscreenandPLCbasedonPROFIBUS.Theselectionofthehardwareandthedesignoftheservoandthesoftwarewereintroduced.ReliabilityismiprovedandantiinterferencecapabilityofthesystemisenhancedbyPLC,whileagoodhumanmachineinterfaceisprovidedbytouchscreen.Coupledwiththeadvantagesofautomatic,highspeedandprecisionofservo,reliabilityofthepressurecapacitycontrolsystemismiprovedandoperatingcostisincreased.Keywords:Programmablelogicalcontroller;Touchscreen;Servosystem;Pressurecapacity可编程控制器PLC提高了控制系统的可靠性、增强了系统的抗干扰能力,触摸屏则为整个控制系统提供了良好的人机操作界面,加上伺服控制所具有的控制精度使它们越来越广泛地应用于工业生产的各个领域。作者所要阐述的就是基于PLC和触摸屏的伺服控制技术在汽车传动装置的压装生产上的应用。为保证压装控制系统的运行并提高其可靠性,采用SIEMENS的触摸屏、SIEMENS公司的S7300系列PLC和611U伺服驱动器对压装机的控制系统进行设计。1压装机工作原理11压装机工序压装机的压装轴工序主要包括归零、摆放工件、压装轴旋转到压装位、上下油缸压装、压装轴旋转到卸件位、下件气缸压下、推件气缸推进翻转缸、翻转气缸翻转将工件送到传送轨道;压装机的换压头轴工序主要包括归零、换头轴旋转、上油缸动作、夹紧油缸松开(夹紧)卸下(装上)压头。为了保证压装机工作的可靠性,控制系统必须满足以下要求:(1)需检测压装机的工件摆放位置、压头选择、胎具胎垫选择,保证压装质量和安全;(2)每个工步均可在手动和自动状态下工作;(3)考虑到压装轴和换头轴同时转动存在安全隐患,要求两个轴的动作实现互锁;(4)实现系统压装和卸件动作同时进行的控制要求,但是在压装完最后一个工件要实现单独卸件,压装动作停止;(5)考虑到翻转动作过快有安全隐患,要求翻转速度能得到控制。12系统组成系统主要由触摸屏、可编程控制器、伺服驱动器、伺服电机、液压站等构成,参见图1。图1系统配置框图该控制系统主要通过PLC程序来控制伺服电机、油缸的压力以及油缸的运动位移以达到控制压件质量;同时根据要求实现更换压头以达到压装要求。触摸屏作为人机界面可以进行工艺参数的设定、运行状态的监控等。可编程控制器PLC是整个控制系统的核心,它存储工艺参数并通过一定的控制算法控制伺收稿日期:2009-09-23作者简介:张坤(1983),男,设计师,研究方向为自动化控制。电话:15254210298,E-mai:lzhk19834@163com。第22期张坤等:基于PROFIBUS现场总线的PLC控制系统设计!105!服驱动器和系统的动作顺序。伺服驱动器将PLC给定的控制信号转换、放大驱动伺服电机工作,伺服电机作为执行单元通过机械传动完成压装轴和换头轴动作要求,再通过伺服驱动器将伺服电机的状态信号反馈给PLC以便控制下一步动作。2系统的硬件设计21硬件的选型图2系统控制示意图根据系统的控制要求,采用SIEMENS公司的PS30710A电源模块。PLC是整个控制系统的核心,采用S7300系列的主控模块CPU3142DP。根据系统控制要求及操作流程,为保证系统I/O点数的需要并留出空间,选择3块16个点输入模块(SM321:DI16DC24V)和3块8个点输出模块(SM322:DO8DC24V)扩展模块。触摸屏采用SIEMENS公司的OP177BmonoDP触摸屏。伺服采用SIEMENS公司的611U伺服驱动和伺服电机。触摸屏通过PLC的MPI口实现通讯,611U与PLC的通讯是通过DP口实现的。图2是系统的控制图。22伺服系统设计作者设计的闭环伺服驱动系统由伺服电机、伺服驱动器、增量编码器、伺服制动器组成。伺服电机是运动的执行单元,负责动力输出。系统通过驱动器接受主控机发出的控制信号完成运动功能。整个系统具有响应速度快、运行平稳、定位精度高的特点。SIMODRIVE611u伺服驱动器和伺服电机能满足系统的控制要求即压装轴和换头轴都受控制,都能实现点动,且在分别归零后能按要求转动不同的角度,要有准确的定位及有闭环位置控制和速度控制。接线如图3所示。图3伺服驱动器和伺服电机接线图!106!机床与液压第38卷3系统的软件设计31PC/PG机与PLC的PROFIBUS总线的连接组态(1)在SIMATICManager#界面中,通过菜单项选项#设置PC/PG接口#设置PC/PG接口;(2)选择一个接口,作者选择的是PCAdapter(PROFIBUS),再单击属性#按钮,在弹出的对话框中对该接口的参数进行设置。32DP主、从站组态(1)建立DP主站。在HWConfig#中双击DP#弹出对话框,按下对话框里的属性#按钮后在属性的对话框新建一个PROFIBUSDP主站,选择设置地址;(2)完成DP主站的设置后才可以在PROFIBUS总线上插入一个从站。如SIMODRIVE611UMC,POSMO,再配以与设备对应的GSD文件,双击所插入的从站,按下对话框中的PROFIBUS#按钮,设置从站地址。33PLC程序设计编程采用SIMATICManager专业软件包。它基于PC机,适用于SIEMENS公司S7300/400PLC用户程序的编制和监控,通过USB接口与PLC编程口相连,其编程语言是STEP7,STEP7支持LAD(梯形图)、STL(语句表)、FBD(功能图)编程方式。系统采用程序块的形式管理用户编写的程序,使得程序结构明确、清晰且更具S7300PLC程序编写特点,满足整个压装机的控制逻辑和控制功能要求。系统的控制程序主要由1个组织块(OB1)、9个FC块(FC1-FC8、FC105)、3个数据块(DB3、DB4、DB9)、2个系统功能(SFC14、SFC15)组成。下面主要就主从站通讯程序做一些说明。系统功能(SFC)是集成在S7CPU中的预编程功能,可以在程序中调用SFC。SFC14、SFC15是为了主站PLC与从站伺服驱动器进行通讯而调用的,SFC14打包接收,SFC15打包发送。下面是该系统的主从站通讯调用SFC14、SFC15的程序及解释。CALLDPRD_DATSFC14ReadConsistentDataofaStandardDPSlaveLADDR:=W#16#0\\读取数据的起始地址RET_VAL:=MW80\\状态字(返回错误代码)RECORD:=P#M200BYTE10\\通信数据区,存储区为(MB20-MB29),一般为ANY指针格式CALLDPRD_DATSFC14ReadConsistentDataofaStandardDPSlaveLADDR:=W#16#108RET_VAL:=MW180RECORD:=P#M1580BYTE10CALLDPWR_DATSFC15WriteConsistentDataofaStandardDPSlaveLADDR:=W#16#0\\读取数据的起始地址RECORD:=P#M80BYTE10\\通信数据区,存储区为(MB8-MB17),一般为ANY指针格式RET_VAL:=MW30\\状态字(返回错误代码)CALLDPWR_DATSFC15WriteConsistentDataofaStandardDPSlaveLADDR:=W#16#108RECORD:=P#M1080BYTE10RET_VAL:=MW130图4自动方式程序流程图根据工艺要求,流程图如图4所示:系统初始化后进入自动模式,在上料工位人工装载被压装零件,启动循环压装,被压装零件旋转到压装工位,压装及在下料工位自动卸料到输送线上,同时并行。在压装过程中检测压装力是否满足要求,如果满足要求则继续进行,否则停止压装动作,退回到装料位置将不合格零件卸载。34触摸屏的设计该控制系统使用了一台SIMATICHMIOP177BmonoDP触摸屏,57英寸液晶显示。它结构小巧,(下转第35页)第22期黄景飞:非回转体类零件数控铣削加工分析!35!零件铣削自动编程加工工序:上平面铣削外、内轮廓加工挖铣内腔挖铣腰形槽钻4孔。图3零件为铣削上平面外轮廓加工挖铣内腔挖铣腰形槽钻4孔各工序走刀轨迹。图1为零件铣削的仿真加工。图4为SIEMENS系统加工程序。参考文献:1#MasterCAM使用手册[M].2#王令其,张思弟.数控加工技术[M].北京:机械工业出版社,2008.3#王维.数控加工工艺及编程[M].北京:机械工业出版社,2001.(上接第106页)可方便灵活地设定控制参数和实时监控系统运行状态及对系统进行有效的管理。OP177BmonoDP触摸屏使用西门子WinCCflexible组态软件进行程序设计,通过WinCCflexible提供的多种控制器件库、图形控件、功能控件,可以组态出各种动态功能和控制功能,以及实现故障的可视化,并且能够读取PLC内部的数据,显示现场状态数据[7]。根据压装机控制系统的控制和操作要求,并考虑OP177BmonoDP的存储容量和屏幕尺寸,在触摸屏系统中设计了人机界面。4结束语基于PLC和触摸屏的压装机控制系统,结构简洁、紧凑,提高了控制程序和人机界面的灵活性。由触摸屏作为显示终端,可随时将设备的当前状态及故障信息用图形和汉字直观显示,便于操作人员掌握设备状态,快速处理故障。同时,由于省去了大量的现场按钮、指示灯等易损器件,使连线简化,系统的可靠性大大提高、运行成本大大降低。参考文献:1#廖常初.S7300/400PLC应用技术[M].北京:机械工业出版社,2005.2#廖常初,陈晓东.西门子人机界面(触摸屏)组态与应用技术[M].北京:机械工业出版社,2006.3#王仲文,邵俊鹏.基于PLC和触摸屏的工业汽轮机控制系统的设计[J].哈尔滨理工大学学报,2007,12(6):107-109,116.4#赵显红,张晓红.触摸屏与PLC在捻线机自动控制系统中的应用[J].可编程控制器与工厂自动化(PL
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

![[河南]办公楼土建工程量清单报价实例(附图纸97页)_secret](/doc-165691.png)



 v辉辉
v辉辉
本文标题:基于PROFIBUS现场总线的PLC控制系统设计
链接地址:https://www.777doc.com/doc-1911666 .html