您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > 项目二数控加工工艺文件的识读.
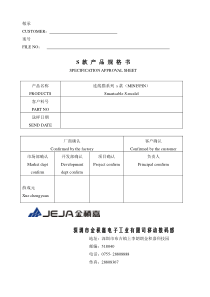
浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室项目二数控加工工艺文件的识读浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室项目二数控加工工艺文件的识读2.1.1工艺由若干个顺序排列的工序组成的,而工序又可分为安装、工位、工步和走刀。一个或一组工人,在一个工作地对同一个或同时对几个工件所连续完成的那一部分工艺过程。工件经一次装夹后所完成的那一部分工序。工艺过程的组成工序安装2.1基本概念浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室2.1.1工艺在加工表面和加工工具不变的情况下,所连续完成的那一部分工序内容。一次装夹工件后,工件与夹具或设备的可动部分一起相对刀具或设备的固定部分所占据的每一个位置。在一个工步内,若被加工表面需切去的金属层很厚,就可分几次切削,每切削一次为一次走刀。工步工位走刀浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室工艺规程●指导生产的主要技术文件;●组织生产和管理的基本依据;●新建、扩建工厂(车间)的基本资料。作用规定产品或零部件制造工艺过程和操作方法等的工艺文件。定义2.1.2工艺规程浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室确定工序尺寸、公差及其技术要求制定工艺规程的方法与步骤零件图的研究与工艺审查确定生产类型确定毛坯的种类和尺寸选择定位基准和主要表面的加工方法,拟订零件的加工工艺路线确定机床、工艺装备、切削用量及时间定额填写工艺文件2.1.3工艺规程的制订浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室精度和技术要求分析零件图纸分析的内容与步骤加工内容的选择零件结构工艺分析零件毛坯的工艺性分析零件轮廓几何要素分析2.2零件图纸分析浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室2.2.1加工内容的选择加工内容●曲线轮廓;●空间曲面;●复杂形状、繁多尺寸;●内外凹槽;●高精度面和孔。2.2.2零件结构工艺分析零件结构●正确标注尺寸;●保证加工精度;●统一相关尺寸;●保证基准统一;●分析变形情况。浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室2.2.3零件毛坯的工艺性分析●毛坯的余量充足稳定;●毛坯的余量大小均匀;●毛坯的装夹适应。2.2.5精度和技术要求分析精度和技术要求●精度和技术要求齐全合理;●本工序达到的精度;●考虑精度和装夹的要求;●考虑精度和加工参数的关系。毛坯的工艺性●零件尺寸模糊不清;●零件尺寸缺陷匀;●零件几何条件自相矛盾。2.2.4零件轮廓几何要素分析轮廓几何要素浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室任务二、数控刀具装调学习目标:1、熟悉常见的数控刀具的种类2、了解数控刀具的结构3、熟悉数控刀具的材料浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室一、数控刀具的特点1.要有高的切削效率2.要有高的精度和重复定位精度3.要有高的可靠性和耐用度浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室二、数控刀具的种类1.按照结构分类整体式:钻头、立铣刀等镶嵌式机夹可转位式内冷式减振式*机夹可转位刀具得到广泛应用,数量上已达到整个数控刀具的30%~40%,金属切除率占总数的80%~90%浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室1.按加工工艺分类车削刀具铣削刀具钻削刀具镗削刀具浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室外圆车刀内孔车刀螺纹车刀1、车削刀具:外圆、内孔、螺纹、成形车刀等浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室面铣刀方肩铣刀仿形铣刀三面刃和螺纹铣刀整体硬质合金铣刀铣削刀具:面铣刀、立铣刀、螺纹铣刀等浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室铰刀钻头丝锥钻削刀具:钻头、铰刀、丝锥等浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室粗镗刀精镗刀镗削刀具:粗镗刀、精镗刀等浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室三、数控刀具的结构1.要有高的切削效率2.要有高的精度和重复定位精度3.要有高的可靠性和耐用度浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室四、数控刀具材料1.数控刀具材料应具有的特性一、高的硬度和耐磨性二、足够的强度和韧性三、良好的耐执性和导热性四、良好的工艺性五、经济性浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室数控刀具的材料高速钢钨钴类钨钛钴类Mo系高速钢W系高速钢硬质合金钨钛钽(铌)钴类陶瓷纯氧化铝类(白色陶瓷)TiC添加类(黑色陶瓷)立方碳化硼聚晶金刚石2.数控刀具材料的种类浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室高速钢高速钢是指含较多钨、铬、钼、钒等合金元素的高合金工具钢。硬质合金硬质合金是由高硬度、高熔点的金属碳化物(WC、TIC、TAC、NBC等)和金属黏结剂(CO、NI、MO等)用粉末冶金的方法制成的。浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室陶瓷陶瓷材料的主要成分是AL2O3。高压下行形成,在高温下烧结形成的。优点:硬度高(90-95HRA),耐磨性好,耐热性高,摩擦因数小,化学稳定性好。缺点:脆性大,抗弯强度低不能承受冲击负荷。浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室金刚石金刚石分为天然和人造两种,人造金刚石是高温、高压下有石墨转化成的,价格相对较低,应用较广。优点:最硬物质。耐磨性很好,摩擦因数是目前所有刀具材料中最小的。缺点:金刚石耐热性较差,在700~800℃时,将产生碳化,抗弯强度低,脆性大,与铁有很强的化学亲和力,工艺性差。浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室立方氮化硼由软的六方氮化硼在高温、高压条件下加入催化剂转变而成.优点:耐磨性好,耐热性高(1400℃),摩擦因数小,与铁系金属在(1200~1300℃)时还不易起化学反应。缺点:高温下与水易发生化学反应。浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室2.3尺寸链:2.3.1概念在零件加工或机器装配过程中,由互相联系的尺寸按一定顺序首尾相接排列而成的封闭尺寸组。2.3.2组成a封闭环在装配或加工过程最终被间接保证精度的尺寸称为封闭环。b增环若其他尺寸不变,那些本身增大而封闭环也增大的尺寸称为增环。c减环若其他尺寸不变,那些本身增大而封闭环也增大的尺寸称为增环。2.3.3主要特征a封闭性由有关尺寸首尾相接而形成。b关联性有一个间接保证精度的尺寸,受其他直接保证精度尺寸的支配,彼此间有确定的函数关系。浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室2.3尺寸链:2.3.4关系示意图组成环按其对封闭环的影响又可分为增环和减环尺寸链尺寸链中凡属间接得到的尺寸称为封闭环尺寸链中凡属通过加工直接得到的尺寸称为组成环组成尺寸链的每一个尺寸,称为尺寸链的环当其它组成环的大小不变,若封闭环随着某组成环的增大而增大,则此组成环就称为增环;反之则此组成环就称为减环浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室2.3尺寸链:2.3.5概念示例下图示工件如先以A面定位加工C面,得尺寸A1然后再以A面定位用调整法加工台阶面B,得尺寸A2,要求保证B面与C面间尺寸A0;A1、A2和A0这三个尺寸构成了一个封闭尺寸组,就成了一个尺寸链。A0是间接得到的尺寸,它就是尺寸链的封闭环。A1是增环,A2是减环。浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室2.3.6分类a构成空间位置线性尺寸链、平面尺寸链、空间尺寸链b组合形式串联尺寸链、并联尺寸链、混联尺寸链c用途零件尺寸链、工艺尺寸链(又叫工序尺寸链)、装配尺寸链d几何特征长度尺寸链和角度尺寸链2.3.7作用利用尺寸链,可以分析确定机器零件的尺寸精度,保证加工精度和装配精度。2.3.8增、减环的判别法在封闭环符号上面按任意指向画一箭头,沿已定箭头方向在每个组成环符号上各画一箭头,使所画各箭头依次彼此头尾相连,组成环中箭头与封闭环箭头方向相同者为减环,相反者为增环。浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室2.4尺寸链的计算公式:设计尺寸链的组成环数为m,其中n个增环,m-n个减环,A0为封闭环的基本尺寸,Ai为组成环的基本尺寸,利用极值法则对于直线尺寸链有如下公式2.4.1封闭环的基本尺寸①即封闭环的基本尺寸等于所有增环的基本尺寸之和减去所有减环的基本尺寸之和。2.4.2封闭环的极限尺寸②③即封闭环的最大极限尺寸等于所有增环的最大极限尺寸之和减去所有减环最小极限尺寸之和;封闭环的最小极限尺寸等于所有增环的最小极限尺寸之和减去所有减环的最大极限尺寸之和。mniiniiAAA1min1maxmax0mniiniiAAA110mniiniiAAA1max1minmin0浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室2.4尺寸链的计算公式:2.4.3封闭环的极限偏差④⑤即封闭环的上偏差等于所有增环上偏差之和减去所有减环下偏差之和;封闭环的下偏差等于所有增环下偏差之和减去所有减环上偏差之和。2.4.4封闭环的公差⑥即封闭环的公差等于所有组成环公差之和。mniiniiESEIEI110mniiniiEIESES110miiTT10浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室mniiniiAAA1min1maxmax0mniiniiAAA110mniiniiAAA1max1minmin0尺寸链的计算(极值法)封闭环的基本尺寸式中—Ai为组成环的基本尺寸;m—尺寸链的总环数;n—增环的环数;m—减环的环数。封闭环的极限尺寸2.4.5尺寸链的计算公式示意:浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室mniiniiESEIEI110mniiniiEIESES110miiTT10尺寸链的计算(极值法)封闭环的上偏差封闭环的公差封闭环的下偏差2.4.5尺寸链的计算公式示意:浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室工序尺寸及公差每道工序完成后应保证的尺寸。定义基准重合时,计算顺序是:先确定各工序的基本尺寸,再由后往前,逐个工序推算;工序尺寸的公差,则都按各工序的经济精度确定,并按“入体原则”确定上下偏差。基准不重合时,需用工艺尺寸链来分析计算。计算2.5工序尺寸及公差的确定2.5.1定义及计算浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室2.5工序尺寸及公差的确定2.5.2实例:右图所示为一齿轮内孔的简图。内孔为,键槽尺寸深度为。内孔及键槽的加工顺序如下:①精镗孔至;②插键槽至尺寸A(通过工艺计算确定);③热处理;④磨内孔至,同时间接保证键槽深度要求。要求:通过工艺尺寸链计算尺寸Amm035.0085mm035.0085mm20.0090mm035.0085mm20.0090mm07.008.84浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室2.5工序尺寸及公差的确定内孔键槽加工尺寸换算分析:根据以上加工顺序可以看出,磨孔后不仅要能保证内孔的尺寸,而且要能同时自动获得键槽的深度尺寸。为此必须正确地算出以镗孔后表面为测量基准的插键槽的工序尺寸A。由尺寸链简图知,精镗后的半径,磨孔后的半径以及键槽尺寸A都是直接获得的,是组成环。键槽深度是间接获得的,为封闭环。按照工艺尺寸链的公式A值计算如下:mm035.0085mm0175.005.42mm20.0090mm20.0090mm035.004.42浙江工业职业技术学院《数控加工工艺编制》数控技术专业教研室2.5工序尺寸及公差的确定计算:按公式求基本尺寸:∵90.4=A+42.5-42.4∴A=90.4+42.4-42.5=90.3m
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
![物联网技术在能源管理系统中的应用[1]](/doc-271948.png)

 fuyibo0580
fuyibo0580
本文标题:项目二数控加工工艺文件的识读.
链接地址:https://www.777doc.com/doc-1961848 .html