您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 钢筋接驳器使用的控制要点
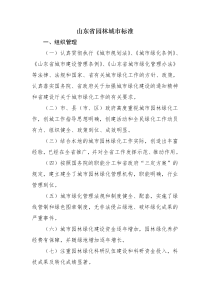
钢筋机械连接现场质量控制要点为了更好的控制钢筋机械连接的质总结如下:1、进场的套筒应有套筒产品制造单位提供的完整技术文件。2、套筒出厂包装上应标明产品名称、规格、型号、数量、制作日期、产品批号、生产厂家。包装内必须附有产品合格证。3、应用钢筋机械连接时,应由连接件厂家提供国家或者省级行政主管部门认可的检测机构出具的型式检验报告。4、对不同生产厂家的钢筋必须进行现场条件下的接头工艺检验。5、丝头钢筋端头必须齐平、端面与钢筋轴线垂直,以确保接头拧紧能让两个丝头对顶,避免出现螺纹间隙。6、现场质量检查人员对加工人员自检合格的丝头进行抽样检验,包括外观、外形和螺纹尺寸检验:套筒:外观质量和尺寸以同批、同材料、同型式、同规格的每2000个套筒为一个检验批,每批抽检2%,且不少于20个,监理单位按施工单位抽检数量的20%进行见证检验,且不少于4个。检验方法:观察和量规检查,并全部检查质量证明文件,内螺纹尺寸及公差采用专用的螺纹塞规检测。其塞通规应能顺利旋入,塞止规旋入长度不得超过3P(即3个丝扣);丝头:以一个工作班内生产的钢筋丝头为一批。现场质量检查员每批抽10%;监理单位按施工单位抽检数量的20%进行见证检验,且不少于4个。检验方法:观察和尺量,丝头的螺纹尺寸采用专用的螺纹环规检测。丝头尺寸用专用的螺纹环规检验,应能顺利地旋入并达到要求的拧入长度,环止规旋入长度不得超过3P。7、丝头表面不得有损坏及锈蚀,丝头有效螺纹数量不得少于设计要求,标准型接头的丝头有效螺纹长度应不小于1/2连接套筒长度,且允许误差为+2P。8、加工完的丝头应加以保护,在其端头加带保护帽或用套筒拧紧,按规格分类堆放整齐。9、钢筋连接完毕后,用扭矩扳手校核拧紧扭矩值。标准型接头连接套筒应有外露的有效螺纹,且连接套筒简单边有效螺纹不应超过2P。表1直螺纹接头安装时的最小拧紧扭矩值请各工区现场质量管理人员认真学习,按照此管控要点抓好钢筋机械连接质量控制。钢筋直径mm≤1618~2022~2528~3236~40拧紧扭矩N.M100200260320360
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 月猪头
月猪头
本文标题:钢筋接驳器使用的控制要点
链接地址:https://www.777doc.com/doc-1970724 .html