您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 工程监理 > 钢结构分公司喷砂除锈油漆涂装技术要求9.12
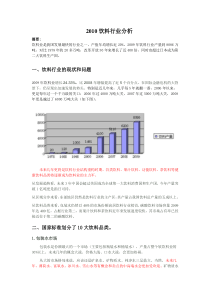
鑫丰佳机械有限公司钢结构喷砂除锈及油漆涂装技术要求一范围1.本工艺标准适用于钢结构工程用的防腐蚀技术要求。2.编制依据:3.《涂装前钢材表面锈蚀等级和除锈等级》GB8923-884.依施工图纸5.鑫丰佳公司的质量体系文件二喷砂除锈技术要求1.技术要求:基体表面要求清洁,而具有一定的粗糙度,即达到GB8923-88《涂装前钢材表面锈蚀等级》的除锈标准、HGJ229-91的Sa2.5级除锈标准,彻底除净表面的油质、氧化皮、锈蚀等一切杂物。并用干燥、洁净的压缩空气清除粉尘。表面无任何可见的残留物,呈现金属均一本色,并有一定的粗糙度。2.喷砂质量要求与控制:喷砂质量直接影响到涂层的结合强度,因而在表面处理的喷砂质量技术要求标准中提出了严格要求,确定为最高等级。喷砂质量主要指标有以下三个方面。2.2.1表面净化和活化程度:喷砂后的表面应无油、无脂、无污物、无轧制铁鳞、无锈斑、无腐蚀物、无氧化物、无油漆及其他外来物。对于金属基材,应露出均质的金属本色。这种表面被称之为“活化”的表面。2.2.2表面粗糙度:30-80微米。2.2.3喷砂表面的均匀性:基材被喷砂粗化的状况应该在整个表面上是均匀的,不应出现所谓的“花斑”现象。2.2.4表面处理完毕后,验收合格后,才能进行下道工序。3.喷砂完成后4小时内应上防锈底漆,否则应重新喷砂。三油漆涂装技术要求1.涂装前还应对处理过的表面进行清理,除去灰尘杂物.2.使用油漆时,应搅拌均匀,对双组份涂料要严格按说明配比,不能随意更改。3.喷涂时喷嘴应该平行移动,移动时应平稳,速度一致,保持涂层均匀。但是采用喷涂时,一般涂层厚度较薄,故应多喷几遍,每层喷涂时应待上层漆膜已经干燥时进行。4.涂层的第一道漆膜表干后,方可进行下道涂层施工,涂刷时层间要纵横交错,均匀涂刷,每层应往复进行。5.所有涂层不得漏涂,涂层表面应光滑平整,颜色一致,无针孔气泡、流挂,剥落、粉漆、破损等缺陷,结合力达二级以上每道厚度及总干膜厚度应完全满足该涂料的技术指标。6.每道涂层间隔不宜超过24小时,最好在第一道漆未干透时作第二道漆,时固化已久涂层用砂布打磨后再刷下一道漆。7.每道工序施工隐蔽前要经甲方质检人员检查验收后,做到表面洁净,无油漆、灰尘、每道漆膜要采用漆膜测厚仪检测干膜厚度是否符合设计要求。8.施工应严格控制各涂层的厚度,厚度要达到设计要求。9.外部构件上死角、难刷部位,应用小刷子先涂,先刷以免出现漏涂、漏刷现象。10.外观检查:涂层应光滑平整,颜色一致,无针孔、汽泡、剥落缺陷。11.涂层厚度检查:采用磁性(或超声波)测厚仪检测,要求涂层厚度均匀,涂层厚度和层数应符合设计要求。具体要求如下:A:采用磁性测厚仪测厚,相临之三点读数的平均值得出一点读数。B:检查点为构件上、中、下部位均匀取5个点,并作好记录。12.涂层附着力检查:用打叉划格法检查涂层附着力。13.按要求喷二道红丹底漆和一道绿色面漆。(面漆6018)14.防锈不可以太稀薄必须达40UM以上厚度,待防锈漆干后方可上面漆。加面漆厚度不低于120UM。15.装配表面处不允许油漆,应在油漆前胶带遮盖。油漆完成后撕下胶带涂防锈油。GB8923-88和HGJ229-91Sa2.5等级详可参以下网站=2abf4a6c3f69da34510bad7ebdf83e978d0197f48078338d51fed8133ea5c69d362ad36bb4bcda3b39bb3949f6bbe47087ac3af56e60b1f4e7eb60157a55fc349864acf95d0f03de0125270ad743be0c48049277792cca8ed549427f742c355ac4650b3241b1afd89d0bfdaccbdc8d0ccf342bfe4ca8鑫丰佳机械有限公司技术部
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 a643230
a643230
本文标题:钢结构分公司喷砂除锈油漆涂装技术要求9.12
链接地址:https://www.777doc.com/doc-1971300 .html