您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 铸造铝合金缺陷及分析
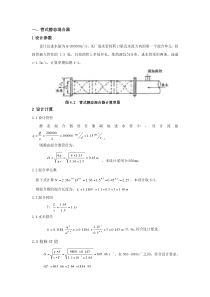
1、铸造铝合金缺陷及分析一氧化夹渣缺陷特征:氧化夹渣多分布在铸件的上表面,在铸型不通气的转角部位。断口多呈灰白色或黄色,经x光透视或在机械加工时发现,也可在碱洗、酸洗或阳极化时发现产生原因:1.炉料不清洁,回炉料使用量过多2.浇注系统设计不良3.合金液中的熔渣未清除干净4.浇注操作不当,带入夹渣5.精炼变质处理后静置时间不够防止方法:1.炉料应经过吹砂,回炉料的使用量适当降低2.改进浇注系统设计,提高其挡渣能力3.采用适当的熔剂去渣4.浇注时应当平稳并应注意挡渣5.精炼后浇注前合金液应静置一定时间二气孔气泡缺陷特征:三铸件壁内气孔一般呈圆形或椭圆形,具有光滑的表面,一般是发亮的氧化皮,有时呈油黄色。表面气孔、气泡可通过喷砂发现,内部气孔气泡可通过X光透视或机械加工发现气孔气泡在X光底片上呈黑色产生原因:1.浇注合金不平稳,卷入气体2.型(芯)砂中混入有机杂质(如煤屑、草根马粪等)3.铸型和砂芯通气不良4.冷铁表面有缩孔5.浇注系统设计不良防止方法:1.正确掌握浇注速度,避免卷入气体。2.型(芯)砂中不得混入有机杂质以减少造型材料的发气量3.改善(芯)砂的排气能力4.正确选用及处理冷铁5.。
2、改进浇注系统设计三缩松缺陷特征:铝铸件缩松一般产生在内浇道附近飞冒口根部厚大部位、壁的厚薄转接处和具有大平面的薄壁处。在铸态时断口为灰色,浅黄色经热处理后为灰白浅黄或灰黑色在x光底片上呈云雾状严重的呈丝状缩松可通过X光、荧光低倍断口等检查方法发现br产生原因:1.冒口补缩作用差2.炉料含气量太多3.内浇道附近过热4.砂型水分过多,砂芯未烘干5.合金晶粒粗大6.铸件在铸型中的位置不当7.浇注温度过高,浇注速度太快防止方法:1.从冒口补浇金属液,改进冒口设计2.炉料应清洁无腐蚀3.铸件缩松处设置冒口,安放冷铁或冷铁与冒口联用4.控制型砂水分,和砂芯干燥5.采取细化品粒的措施6.改进铸件在铸型中的位置降低浇注温度和浇注速度四裂纹缺陷特征:1.铸造裂纹。沿晶界发展,常伴有偏析,是一种在较高温度下形成的裂纹在体积收缩较大的合金和形状较复杂的铸件容易出现2.热处理裂纹:由于热处理过烧或过热引起,常呈穿晶裂纹。常在产生应力和热膨张系数较大的合金冷却过剧。或存在其他冶金缺陷时产生产生原因:1.铸件结构设计不合理,有尖角,壁的厚薄变化过于悬殊2.砂型(芯)退让性不良3.铸型局部过热4.浇注温度过高5.自。
3、铸型中取出铸件过早6.热处理过热或过烧,冷却速度过激防止方法:1.改进铸件结构设计,避免尖角,壁厚力求均匀,圆滑过渡2.采取增大砂型(芯)退让性的措施3.保证铸件各部分同时凝固或顺序凝固,改进浇注系统设计4.适当降低浇注温度5.控制铸型冷却出型时间6.铸件变形时采用热校正法7.正确控制热处理温度,降低淬火冷却速度气孔分析压铸件缺陷中,出现最多的是气孔。气孔特征。有光滑的表面,形状是圆形或椭圆形。表现形式可以在铸件表面、或皮下针孔、也可能在铸件内部。(1)气体来源1)合金液析出气体—a与原材料有关b与熔炼工艺有关2)压铸过程中卷入气体¬—a与压铸工艺参数有关b与模具结构有关3)脱模剂分解产生气体¬—a与涂料本身特性有关b与喷涂工艺有关(2)原材料及熔炼过程产生气体分析铝液中的气体主要是氢,约占了气体总量的85%。熔炼温度越高,氢在铝液中溶解度越高,但在固态铝中溶解度非常低,因此在凝固过程中,氢析出形成气孔。氢的来源:1)大气中水蒸气,金属液从潮湿空气中吸氢。2)原材料本身含氢量,合金锭表面潮湿,回炉料脏,油污。3)工具、熔剂潮湿。(3)压铸过程产生气体分析由于压室、浇注系统、型腔均与大气。
4、相通,而金属液是以高压、高速充填,如果不能实现有序、平稳的流动状态,金属液产生涡流,会把气体卷进去。压铸工艺制定需考虑以下问题:1)金属液在浇注系统内能否干净、平稳地流动,不会产生分离和涡流。2)有没有尖角区或死亡区存在?3)浇注系统是否有截面积的变化?4)排气槽、溢流槽位置是否正确?是否够大?是否会被堵住?气体能否有效、顺畅排出?应用计算机模拟充填过程,就是为了分析以上现象,以作判断来选择合理的工艺参数。(4)涂料产生气体分析涂料性能:如发气量大对铸件气孔率有直接影响。喷涂工艺:使用量过多,造成气体挥发量大,冲头润滑剂太多,或被烧焦,都是气体的来源。(5)解决压铸件气孔的办法先分析出是什么原因导致的气孔,再来取相应的措施。1)干燥、干净的合金料。2)控制熔炼温度,避免过热,进行除气处理。3)合理选择压铸工艺参数,特别是压射速度。调整高速切换起点。4)顺序填充有利于型腔气体排出,直浇道和横浇道有足够的长度(50mm),以利于合金液平稳流动和气体有机会排出。可改变浇口厚度、浇口方向、在形成气孔的位置设置溢流槽、排气槽。溢流品截面积总和不能小于内浇口截面积总和的60%,否则排渣效果差。5)。
5、选择性能好的涂料及控制喷涂量。解决缺陷的思路由于每一种缺陷的产生原因来自多个不同的影响因素,因此在实际生产中要解决问题,面对众多原因到底是非功过先调机?还是先换料?或先修改模具?建议按难易程度,先简后复杂去处理,其次序:1)清理分型面,清理型腔,清理顶杆;改善涂料、改善喷涂工艺;增大锁模力,增加浇注金属量。这些靠简单操作即可实施的措施。2)调整工艺参数、压射力、压射速度、充型时间、开模时间,浇注温度、模具温度等。3)换料,选择质优的铝合金锭,改变新料与回炉料的比例,改进熔炼工艺。4)修改模具,修改浇注系统,增加内浇口,增设溢流槽、排气槽等。例如压铸件产生飞边的原因有:1)压铸机问题:锁模力调整不对。2)工艺问题:压射速度过高,形成压力冲击峰过高。3)模具问题:变形,分型面上杂物,镶块、滑块有磨损不平齐,模板强度不够。解决飞边的措施顺序:清理分型面→提高锁模力→调整工艺参数→修复模具磨损部位→提高模具刚度。从易到难,每做一步改进,先检验其效果,不行再进行第二步。。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 jc1984
jc1984
本文标题:铸造铝合金缺陷及分析
链接地址:https://www.777doc.com/doc-1973586 .html