您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 工程监理 > 浅谈二氧化碳气体保护焊在火电建设施工中的推广和应用
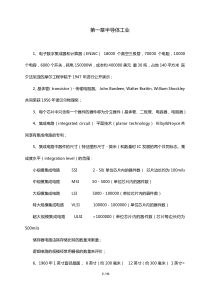
浅谈二氧化碳气体保护焊在火电建设施工中的推广和应用摘要:本文依据通过在惠州工地中、低压管道预制和安装方面,采用二氧化碳保护焊技术,对这项技术初次应用于中、低压管道焊接过程进行探讨和总结关键词:CO2推广应用前言:随着国民经济的迅速发展,加快电力建设的任务日趋繁重,火电建设工程安装短平快步入了一个新的发展紧迫时期。在火电建设安装工程中焊接工作是一个重要组成部分,焊接质量是工程质量好坏的一个重要指标;焊接过程又是做为整个工程管道安装进度的重要环节;因此,焊接工作在电力建设过程中越来越引起项目工地和各级领导的重视。从焊接人员的培训和选拔、焊接设备的投入和新型焊接材料的应用等,都加大了人力和物质、财力的投入。其目地是加快工程的建设施工进度,缩短工程建设周期。本文着重谈一谈:二氧化碳气体保护焊在电力建设施工中的推广使用和看法;一、该项技术使用的意义:CO2气体保护焊方法以其独特的优势,在发达国家工业制造业已得到了广泛应用,发展至今,美国气体保护实芯焊丝约占其焊材总量的31%,日本为41%,西欧达到53%。气体保护焊工艺的发展与金属结构、电力、石油及厂矿制造业密不可分。目前,在美国、日本、欧洲等发达国家和地区采用焊接结构件的比例不断增加,气体保护焊消耗的焊接金属材料重量约占全部焊接材料总重量的50%~75%。气体保护焊技术的发展,极大地提高了焊接行业在制造业的技术水平。我国在80年代初引进该项技术,并先后应用于石油、化工及制造行业的管道焊接。1992年第1届“全国CO2焊接技术推广应用,气体保护焊技术在制造行业中推广应用工作蓬勃发展,气体保护焊技术开发应用能力增加,应用工作从大型机械企业推广到中小型企业,而大型机械企业的气体保护焊应用也从合作产品的生产,推广到普通产品的生产中,气体保护焊设备、焊材、辅件基本实现国内供给,逐渐形成了我国气体保护焊产业。二、该工艺流程为:工艺流程要求和标准1、熟悉施工图纸的要求规范及标准制定工艺评定和施工措施(1)了解系统及工艺参数(2)合金钢管及阀门、弯头应进行光谱检测,复核材质无误(3)明确母材、材质选定焊材进行焊接交底(4)掌握作业指导书的内容(5)严格执行施工操作规范及验收技术标准2、焊接材料的管理与发放(1)焊材必须有制造厂家的产品合格证,其质量应符合国家标准(2)一、二级仓库应符合焊条存放标准,达到温度、湿度所规定的标准(3)严格发放管理办法,领取的焊材应与施工母材相符(4)焊丝、焊条的标面应无油污、脱皮,焊丝的标面镀铜无锈蚀脱皮等现象(5)富氩气体所含氩气二氧化碳气体应符合所焊材质的标准(6)领取焊条应用焊条筒,且保温效果良好,到现场后接通电源,随用随取3、焊接机具的检查(1)焊机的一二次线禁止有皮漏电的现象(2)焊机有可靠的接地保护(3)焊机的各种控制开关应良好,送丝、送气接头应接触良好,指示表准确(4)控制开关应避免多机使用,应单机使用漏电器保护开关4、坡口型式Ⅰ型适用于容器和一般钢结构V型适用于各类承压管子,压力容器和中、薄件承重结构X型适用于双面焊接的大型容器和结构堵头适用于汽水管道或联箱堵头管座适用于一般汽水管道或容器的接管座或接头管座无坡口适用于不要求全焊透的结构5、坡口制作(1)采用机械加工或气割加工(2)切口平滑均匀、坡口角度应符合规范标准(3)管口端面偏斜度不大于2mm且不大于管径的1%6、对口要求(1)对口前应将坡口内外两测10—15mm范围内的油污和其它杂物清理干净(2)对口前应仔细检查管材是否有缺陷,内壁应齐平(3)对口间隙应符合设计要求,错口量不应超过壁厚的1%且不大于1mm(4)严禁强力对口(5)施工现场应打设防风、放雨措施,严禁管道内穿堂风7、焊接工艺(1)选择焊接材料A106-BER50—6¢1--1.2A3ER50—6¢1—1.220gER50—6¢1—1.2等等(2)焊接工艺参数①根部层推荐电流Ⅰ=80—100A,第二层及其他层为Ⅰ=100—120A随壁值的不同电流有所上升②富氩气体含氩气为80%含CO2为避免20%气体流量为15—20③合金钢管道应从焊缝中心起每侧不得少于壁厚的三倍,预热温度不低于己于100℃论控制侧点上下不得少于两点(3)对口点焊①管道对口经质检合格后方可进行点焊,点焊应选定管口外侧为宜②点焊所用材质应与所用焊材相符③点固的焊缝不得小于10—15mm应牢固防止变形④焊口点焊时应沿焊口周围方向均匀点固3处⑤点固完毕后,凡受外力支点不得折除(4)施焊①施焊时应对点固焊缝质量的检查无问题后方可进行焊接②焊接采用直流正接法,输入焊接有关数据观查焊机运行是否正常③检查瓷嘴有无破损,是否需要更换④焊缝接头点或起弧点应采用磨光机或手铲修正缓坡型易于接头良好⑤施焊时应注意根部质量如发现裂纹或过烧等,应及时处理⑥焊接时电流不宜过大,否则易出现飞溅过大、烧穿或内部不均匀等⑦焊接速度应保持均匀,避免过快产生未溶合或夹沟等⑧多道多层焊时,应对焊过的焊缝严格清理、打磨,认真检查焊道有无质量问题⑨焊接完毕后,对焊后的表面仔细检查,确认外观合格后打上焊工代号8、焊接质量标准1、质量标准①焊缝外观检查依据《火电施工质量检验及评定标准》实行三级验收制度②无埙探伤执行DL/T5069—1996版③DL/T5048---1995《电力建设施工及验收技术规范》管道射线、超声波篇2、质量检查①焊接完毕后焊工应做成100%外观自检,并填写自检单,交工地质检员专项检查②外观检查验收合格后,可依据规程进行无埙探伤③无埙探伤不合格的焊口,必须进行返修三、焊接设备:焊接设备采购唐山松下EA1-500A焊机其性能:1、采用IGBT逆变技术,体积小、重量轻、高效节能、噪音小;2、采用波形控制技术,具有良好的动态响应,焊接电弧稳、飞溅小、具有填弧坑功能,焊缝成型美观。3、设有去小球功能。4、焊接电流、电压数字显示并可精确预设。5、具有一元化功能选择,电弧力调节,使用方便。6、设有自锁、非自锁、点焊操作方式。7、具有电弧补偿功能,可加长焊接输出电缆。8、具有电网电压自动补偿功能,使用范围广。9、高质量的送丝机构、使送丝稳定可靠。10、慢送丝,热引弧,起弧易。11、可使用1.0,1.2,1.6,实芯/药芯焊丝。使用范围:主要用于碳钢、低合金钢、不锈钢和高强度钢等黑色金属材料焊接。适用各种焊接位置,焊接效率高、成本低,可广泛应用于薄板、中板、厚板焊接。主要技术参数型号EA1-500额定输入电压(V)三相380V50/60Hz额定输入电流(A)43额定输入电容(kVA)28额定输出电流(A)500空载电压(V)66电流调节范围(A)50~500电压调节范围(V)15~45收弧电流调节范围(A)50~500收弧电压调节范围(V)15~45适应焊丝规格(m/m2)1.01.21.6送丝速度(m/min)2~18额定负载持续率(%)60功率因数(%)84效率(%)83重量(kg)59外形尺寸(mm)600×34×800。四、施工现场的应用:目前已推广应用于惠州工地4台燃汽机组10个系统的管道预制和安装工作,从3个多月的施焊过程中看到二氧化碳气体保护焊在火电建设中大有可为,应广泛推广使用。其优越性1、劳动效率高,比电弧焊提高工效1/3倍,比氩弧焊打底电焊盖面提高工效1/4倍,尤其在薄壁板和管道中更是得心应手,工效倍增。2、根部焊接容易掌握,避免了焊瘤、焊丝输送不匀和起弧、收弧所产生缩空等缺陷。3、避免了氩弧焊打底焊层厚薄不匀。4、所焊接的焊口合格率高。5、缩短了培训周期,初学者容易掌握。6、不产生丢失焊丝头的现象(以往氩弧焊丝每根焊丝都要丢弃50—80mm)。CO2气体保护焊所参焊的系统和焊接所需时间:序号系统材质规格CO2焊的时间合格率备注1潜在污染常压凝结水A106--B¢355.6×7.92¢168.3×7.120---25分18—21分100%在现场安装2清洁低压凝结水A106--B¢406.4×7.9227—31分100%"3冷却水系统(包括给水、回水)A106--B¢508×9.53¢609.6×9.5334—43分40—46分100%"4污染低压凝结水A106--B¢219.1×6.35¢168.3×7.117—20分13—15分100%"5燃油系统A106--B¢88.9×5.49¢168.3×7.111—13分13—15分100%"6过程燃汽A106--B¢355.6×7.118—22分100%"7低压蒸汽A106--B¢114.3×6.0212—14分100%"8潜在污染低压凝结水A106--B¢406.4×7.92¢168.3×7.127—31分13—15分100%"9废水系统A106--B¢406.4×7.9227—31分100%"注:现场焊接时间,因位置难度不同和点口状况有所长短在火电安装中,以集中预制和在现场相对集中下料为宜,组成半成品的形式,有利于提高产品质量,提高施工速度,更有利于节约成本,以短管互补避免各小组同时间反复下料造成的浪费。五、参考资料:1、焊接技术知识和培训教材2、焊接工艺评定或(工艺卡)3、《电力建设施工及验收技术规范》4、松下焊接设备操作规范指导书
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 flow
flow
本文标题:浅谈二氧化碳气体保护焊在火电建设施工中的推广和应用
链接地址:https://www.777doc.com/doc-198515 .html