您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 项目/工程管理 > 预应力锚具质量问题的处理及售后服务技术支持的报告
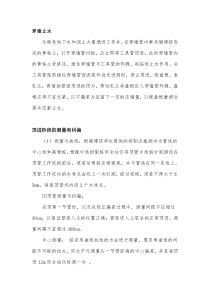
1预应力锚具售后服务技术支持的总结报告我公司是一家长期致力于桥梁产品的研发、设计、制造和服务,在行业中具备强大的综合实力。具有10年预应力锚具生产经验,预应力产品包括YM系列夹片锚具、DSM型夹片式低回缩锚具、镦头锚具、弗式锚具、高强精轧螺纹钢筋锚具及油泵车、千斤顶、工具锚等配套机具。历年来,我公司锚具在应有中偶尔会出现夹片滑丝等质量问题、用户不清楚使用等现象,经过多年现场处理及服务经验,为更好地服务用户,解决现场问题。现总结汇报如下:(一)技术服务方面一、桥梁结构概况桥梁是指供铁路、道路、渠道、管线、行人等跨越河流、山谷或其他交通线路时使用的建筑物,简称桥。桥梁组成由桥梁上部结构(也称桥跨结构)和桥梁下部结构组成(图1)。桥梁上部结构承担线路荷载,跨越障碍。由桥面系、主要承重结构和支座组成。本公司设计和生产的桥梁构件产品主要位于桥梁上部结构中的骨架部分,即预应力锚具、支座、伸缩缝。经过多年的发展,公司已经成为国内高速铁路、公路桥梁功能部件产品最重要的供应之一。二、预应力锚具的定义2预应力产品主要执行标准为:GB/T14370《预应力筋用锚具、夹具和连接器》、TB/T3193《铁路工程预应力筋用夹片式锚具、夹具和连接器技术条件》和JT/T329《公路桥梁预应力钢绞线用锚具、夹具和连接器》。预应力:通俗地讲就是预先施加的应力。在结构混凝土构件中产生抵抗恒载和活载发生应力的永久力和变形的控制过程。锚具:一种机械装置,通常由一些零件组成,在后张法结构或构件中,为承受并保持预应力筋的拉力并将其传递到混凝土上所用的永久性锚固装置。锚具分为两类:(1)张拉端锚具:安装在预应力筋端部且可用以张拉的锚具;(2)固定端锚具:安装在预应力筋端部,通常埋入混凝土中且可以不用张拉的锚具。连接器:用于连接预应力筋的装置。三、预应力锚具的锚固原理YM锚固体系的锚具、夹具都是用一个锚固单元(孔)锚固一个预应力筋单元(单根钢绞线),即由单个或多个锚固单元组合成的锚具锚固钢绞线束。如下图:在每一个锚固单元内,锚圈的圆锥孔里都是用一组二片或三片夹片锚固钢绞线。锚圈内孔和夹片外圆均为光滑圆锥体,以减小锚固跟进摩擦阻力,夹片内孔有锯齿形螺纹,以增加夹片和钢绞线间的机械咬合能力,当夹片夹持钢绞线回缩进入锥孔时,由于机械咬合作用和尖劈作用,夹片咬合钢绞线越咬越深,夹片、锚圈和钢绞线整个锚固单元越楔越紧。最终夹片锚固了钢R为锚圈锥孔对夹片的作用力H为R产生的水平分力N为钢绞线对夹片产生的水平作用力F为钢绞线的张拉力α为夹片和锥孔的角度β为夹片和锥孔的摩擦角γ为夹片和预应力筋的摩擦角γRNH夹片锚具工作原理及受力简图Fβαα锚圈夹片钢绞线3绞线。为保证锚固可靠,应满足Ntgγ≥F(a)又Rsin(α+β)=FRcos(α+β)=HH=N所以F=Ntg(α+β)(b)将(b)代入(a)Ntgγ≥Ntg(α+β)即tgγ≥tg(α+β),γ≥α+β(c)这时,锚具能够自锚。当αβ时,夹具能够自松。为保证(c)式成立,必需增大γ值,即增加夹片和钢绞线之间的摩擦。因此夹片上制造了各种尖齿,而且要求钢绞线上不得有油污、浮锈等减小摩擦的物质。在增加γ值的同时,应减小α+β的值,其中,α值过小造成夹片对钢绞线夹持力、咬伤过大,使钢绞线的强度和延性不能充分发挥。因此α值以5.5°~7.5°为宜。为降低β值,应增加夹片和锚圈圆锥面的硬度,降低圆锥面的表面粗糙度,在夹片边缘制造倒角,张拉前清洗圆锥面的泥砂。有时,还在夹片内放金刚砂,在圆锥面上涂墨、石腊、二硫化钼等。四、预应力锚具组装件的安装规范和张拉安全注意事项(1)锚具组装件的安装规范1.钢绞线:1.1钢绞必须进货检验和检定合格。1.2钢绞应防止生锈。1.3钢绞线按编号编束后再穿束。1.4钢绞线在孔道内不应互相缠绕,扭结。42.锚具2.1锚具进场后应做静载试验,保存好合格证等资料。2.2锚具应妥善保管,防止生锈。2.3锚具须配套使用,不同类型的零部件不能混用。2.4锚圈外圆禁止敲打,防止变形。2.5张拉时才允许安装锚具,锚具安装后必须及时张拉(须在安装后24小时内进行张拉),否则由于泥沙、雨水等对锚具的浸蚀,会影响张拉效果。2.6张拉使用的限位板、工具锚等张拉用机具必须使用我公司生产的配套产品。3.锚下垫板3.1锚下垫板定位后应安装牢固,以免移位。3.2锚下垫板上的注浆孔应在上方,防止水泥浆堵塞。3.3锚下垫板大端面应和模板贴紧,防止水泥浆注入喇叭孔内。3.4锚下垫板大端定位止口不应敲打,防止变形。4.波纹管4.1波纹管应是合格品,不应有漏浆、锈蚀、孔洞等缺陷。4.2波纹管和锚下接缝应严密,不应漏浆。4.3安装波纹管时应按图纸要求布置、定位,不能有(平竖)曲线折死角。4.4波纹管和锚下小端接缝处不能有折死角。5.螺旋筋5.1螺旋筋应均匀、规则。5.2安装时螺旋筋应套在锚下垫板中间,四周间距一致,并定位牢固。(2)张拉安全注意事项:1.操作人员必须是专职张拉人员,张拉时统一指挥。2.严禁使用未经标定、检验或超期的千斤顶,随意变动张拉程序和张拉原则进行张拉作业。3.张拉现场应设置安全防护装置及警告牌。54.油管应耐高压、耐油,不能有破损、扭曲、接头漏油等现象。5.安全阀应限压在60MPa以下,阀芯启闭灵活、可靠、无泄漏。6.张拉时,千斤顶前方严禁有人站立、行走,操作者站在侧面,严禁越过安全区。7.张拉时,除千斤顶前端与锚具密贴外,其余部位不应有约束,严禁拆卸管路、禁碰、敲锚具组装件。8.测量伸长值时,测量员应站在侧面。(二)施工现场的质量问题——滑丝事故的处理一、滑丝处理如果在张拉过程中出现个别预应力筋滑丝,其处理方式如下:将卸荷座支承在锚具上,用YDQ250型千斤顶张拉滑丝钢绞线,直至取出滑丝夹片。二、分析夹片滑丝原因滑丝原因分为:锚具自身质量问题和施工工艺问题。施工工艺问题为:1.锚孔与夹片锥面间有杂物,包括泥沙、铁锈。2.锚下垫板喇叭口内有混凝土及其它杂物,如波纹管过长未清理。3.钢绞线表面锈蚀严重。4.锚圈偏离锚下垫板止口。YM锚具YX卸荷座钢绞线YDQ250千斤顶前置式夹片由此缺口拔出夹片滑丝事故处理65.夹片齿面锈蚀,或充填其它杂物。6.不同厂家的锚具、工具锚混用7.限位板的限位深度不匹配。锚具质量问题为:1.夹片硬度过低,导致踏齿。2.夹片硬度过高,导致崩齿。3.夹片外锥粗糙。4.锚圈锥孔粗糙。现场处置:将新夹片换在滑丝钢绞线上,用YDQ250型千斤顶重新张拉滑丝的钢绞线,若严重滑丝,应将该束钢绞线全部卸荷,找出原因并解决后再重新张拉。(三)公司预应力产品制造及检测的特点1.产品采用分工序流水线作业,所有机加过程采用专用工装、专用成形刀具保证质量,部分工序采用数控机床加工。2.检验采用各工序工人用专用检具自检和专职巡检和专检相接合的原则;3.所有原材料进厂理化、力学、合格方可生产。先小批生产,合格再进行大批量生产。生产过程中下工序检查上工序,专职巡检和专职终检层层把关。4.将夹片精车成形、攻丝和锚圈精铰工序确定为关键工序,将热处理工序作为特殊过程进行控制。(四)现场售后服务技术支持的处理要点1.沉着冷静,搞清楚现状,如用户的态度、施工水平,能确切地描述问题的情况;2.应先排除我公司产品质量原因,如查包装日期,返回公司,追溯产品制作过程,必要时,寄回滑丝夹片和未使用夹片,以作详细分析。3.得到公司确认无质量问题的同时,应查看现场的施工情况,如工具锚是否为我公司提供,否则查看限位板的孔的位置与锚圈是否一致;4.查看退出的夹片的齿部的啮合状况,确认是否是硬度不合格引用,否则7查看齿内清洁程度和锚圈锥孔的清洁程度。5.查看锚下状况和孔道情况。6.观察张拉施工方法,是否锚固回油过快,引起锚固不稳定。(五)售后服务技术支持的状况一是用户需求,我们将给用户提供专业知识。大家都很欢迎,可以由各类技术人员来做,经过深层次的沟通,用户不光买我们的产品,更重要结交我们这个朋友,任何时候有需求,首选我们。因为我们不光是卖产品,更重要为用户着想,急用户所急,想用户所想,提供一种优质的服务。二是我们产品有问题,必须由技术层面来服务用户。每次处理问题归来,我们经过总结,提出后续的纠正和预防措施,再落到实处,我们的产品会越做越好的。这样才能真正减少出问题的机率。我们才能走得更好、更远。2010.1
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 413628621
413628621
本文标题:预应力锚具质量问题的处理及售后服务技术支持的报告
链接地址:https://www.777doc.com/doc-1985171 .html