您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > 车床车刀与外圆表面车削加工
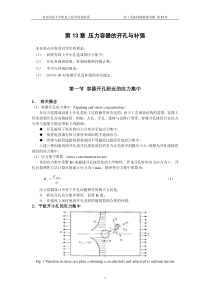
1车床、车刀与外圆表面车削加工安顺职业技术学院胡国荣摘要:以CA6140型卧式车床为例介绍车床的用途与运动、类型与结构、工艺范围与传动路线,为合理选择外圆车刀结构与装夹方式,以及外圆表面车削加工与装夹方案提供参考。关键词:车床,车刀,外圆表面车削加工Lathe,lathetoolandouterannulussurfacelatheworkAnshunvocationaltechnologycollegeGuorongHuAbstract:TaketheCA6140horizontallatheastheexampleintroducedthatlathe'suseandthemovement,thetypeandthestructure,thecraftscopeandthetransmissionroute,clampthewayforthereasonablechoiceouterannuluslathetoolstructureandtheattire,aswellastheouterannulussurfacelatheworkandtheattireclamptheplantoprovidethereference.Keyword:Lathe,lathetool,outerannulussurfacelathework1.车床1.1车床的用途车床主要用于加工零件的各种回转表面,如内外圆柱表面,内外圆锥表面,成形回转表面和回转体的端面等,有些车床还能车削螺纹表面。由于大多数机器零件都具有回转表面,并且大部分需要用车床来加工,因此,车床是一般机器制造厂中应用最广泛的一类机床,约占机床总数的35%~50%。在车床上,除使用车刀进行加工之外,还可以使用各种孔加工刀具(如钻头、铰刀、镗刀等)进行孔加工,或者使用螺纹刀具(丝锥、板牙)进行内、外螺纹加工。1.2车床的运动1.2.1工件的旋转运动:是车床的主运动,其特点是速度较高,消耗功率较大。1.2.2刀具的直线移动:是车床的进给运动,是使毛坯上新的金属层被不断投入切削,以便切削出整个加工表面。上述运动是车床形成加工表面形状所需的表面成形运动。车床上车削螺纹时,工件的旋转运动和刀具的直线移动则形成螺旋运动,是一种复合成形运动。图1立式车床1.3车床的分类2为适应不同的加工要求,车床分为很多种类。按其结构和用途不同,可分为:卧式车床(图2)、立式车床(图1)、转塔车床、回轮车床、落地车床、液压仿形及多刀自动和半自动车床、各种专用车床(如曲轴车床、凸轮车床等)、数控车床和车削加工中心等。1.4CA6140型卧式车床工艺范围及其组成CA6140型卧式车床的通用性较强,但机床的结构复杂且自动化程度低,加工过程中辅助时间较长,适用于单件、小批量生产及修理车间。CA6140型卧式车床的布局及组成见图2。CA6140型卧式车床的工艺范围很广,能适用于各种回转表面的加工,如车削内外圆柱面、圆锥面、环槽及成形回转面;车1、11—床腿2—进给箱3—主轴箱4—床鞍5—中滑板削端面及各种常用螺纹;还可以6—刀架7—回转盘8—小滑板9—尾架10—床身12—光杠进行钻孔、扩孔、铰孔、滚花、13—丝杠14—溜板箱攻螺纹和套螺纹等工作。其加工典型表面见图3。图2CA6140型卧式车床图3CA6140型卧式车床加工的典型表面1.5机床的传动系统图4为CA6140型卧式车床的传动系统图。图中左上方的方框内表示机床的主轴箱,框中是从主电动机到车床主轴的主运动传动链。传达链中的滑移齿轮变速机构,可使主轴得到不同的转速;片式摩擦离合器换向机构,可使主轴得到正、反向转速。左下方框表示进给箱,右下方框表示溜板箱。从主轴箱中下半部分传动件,到左外侧的挂轮机构、进给箱中的传动件、丝杆或光杠以及溜板箱中的传动件,构成了从主轴到刀架的进给传动链。进给换向机构位于主轴箱下部,用于切削左旋或右旋螺纹,挂轮或进给箱中的变换机构,用来决定将运动传给丝杠还是光杠。若传给丝杠,则经过丝杠和溜板箱中的开合螺母,把运动传给刀架,实现切削螺纹传动链;若传给光杠,则通过光杠和溜板箱中的转换机构传给刀架,形成机动进给传动链。溜板箱中的转换机构用来确定是纵向进给或是横向进给。3图4CA6140型卧式车床的传动系统图1.5.1主运动传动链运动由主电动机经V带轮传动副Ф130mm/Ф230mm传至主轴箱中的轴Ⅰ,轴Ⅰ上装有双向多片摩擦离合器M1,使主轴正转、反转或停止。主运动传动链的传动路线表达式由左图所示。由传动路线表达式可以看出,主轴只能获得2×3×[(2×2-1)+1]=24级正转转速。主轴可获得3×[(2×2-1)+1]=12级反转转速。1.5.2车削螺纹传动链CA6140型车床能够车削米制、英制、模数制和径节制四种标准螺纹,还能够车削大导程、非标准和较精密的螺纹,这些螺纹可以是左旋的也可以是右旋的。车削螺纹传动链的作用,就是要得到各种螺纹的导程,参数换算关系见表1。表1各种标准螺纹的螺距参数及其与螺距、导程的换算关系螺纹种类螺距参数螺距/mm导程/mm米制螺距P/mmP=PL=KP模数制模数m/mmPm=πmLm=KPm=Kπm英制每英寸牙数a(牙/in)Pa=25.4/aLa=KPa=25.4K/a径节制径节DP(牙/in)PDP=25.4π/DPLDP=KPDP=25.4Kπ/DP1.5.3纵向和横向机动进给传动链纵向进给一般用于外圆车削,而横向进给用于端面车削。为了减少丝杠的磨损和便于操纵,机动进给是由光杠经溜板箱传动的,其传动路线表达式如左图所示。CA6140型车床纵向机动进给量有64级。其中,当进给运动由主轴经正常螺距米制螺纹传动路线时,可获得范围为40.08~1.22mm/r32级正常进给量;当进给运动由主轴经正常螺距英制螺纹传动路线时,可获得0.86~1.59mm/r8级较大进给量;若接通扩大螺距机构,选用米制螺纹传动路线,并使u倍=1/8,可获得0.028~0.054mm/r8级用于高速精车的细进给量;而接通扩大螺距机构,采用英制螺纹传动路线,并适当调整增倍机构,可获得范围为1.71~6.33mm/r16级供强力切削或宽刃精车之用的加大进给量。分析可知,当主轴箱及进给箱中的传动路线相同时,所得到的横向机动进给量级数与纵向相同,且横向进给量f横=1/2f纵。这是因为横向进给经常用于切槽或切断。1.5.4刀架快速移动传动链刀架的快速移动是由装在溜板箱内的快速电动机(0.25kw,2800r/min)驱动的。按下快速移动按钮,启动快速电动机后,由溜板箱中的双向离合器M8和M9控制其纵、横双向快速移动。刀架快速移动时,可不必脱开机动进给传动链,在齿轮56与轴XX之间装有超越离合器M6,可保证光杠和快速电机同时传给轴XX运动而不相互干涉。2.车刀的结构形式车刀按结构不同可分为整体式、焊接式、机夹重磨式和机夹可转位式等几种。整体式车刀是将车刀的切削部分与夹持部分用同一中材料制成,如尺寸不大的高速钢车刀常用这种结构。焊接式车刀是在碳钢刀杆(常用45钢)上根据刀片的形状和尺寸铣出刀槽后将硬质合金刀片钎焊在刀槽中,然后刃磨出所需的几何参数。焊接式车刀结构简单、紧凑、刚性好、灵活性大,可根据切削要求较方便地刃磨出所需角度,故应用广泛。但经高温钎焊的硬质合金刀片,易产生应力和裂纹,切削性能有所下降,并且刀杆不能重复使用,浪费较大。机夹重磨式车刀的刀片与刀杆是两个可拆的独立元件,切削时靠夹紧元件将它们紧固在一起,由于避免了因焊接产生的缺陷,可提高刀具的切削性能,并且刀杆可多次使用。机夹可转位式车刀是将压制有合理几何参数、断屑槽、并有几个切削刃的多边形刀片,用机械夹固的方法,装夹在标准刀杆上,以实现切削的一种刀具结构。当刀片的一个切削刃磨钝后,松开夹紧元件,把刀片转位换成另一新切图5常用车刀结构示意图削刃,便可继续使用。与焊接式车刀相比,机夹可转位式车刀具有切削效率高,刀片使用寿命长,刀具消耗费用低等优点。可转位车刀的刀杆可重复使用,节省了刀杆材料。刀杆和刀片可实现标准化、系列化,有利用刀具的管理工作。图5为常见车刀的结构示意图。3.外圆车刀的选择和装夹外圆车刀应根据外圆表面加工方案选择。粗车外圆要求外圆粗车刀强度高,能在切削深度大或走刀速度快的情况下保持刀头坚固。精车外圆要求外圆车刀刀刃锋利、光洁。如图6所示,主偏角Кr=75°外圆车刀刀头强度高,生产中常选用为外圆粗车刀;主偏角Кr=45°弯头车刀,使用方便,还可以车端面和倒角,但因其副偏角К'r大,工件表面加工粗糙,不适于精加工;主偏角Кr=90°的外圆车刀可用粗车或精车,还可车削有垂直台阶的外圆和细长轴。5车刀在刀架上的安装高度,一般应使刀尖与工件旋转轴线等高的地方,安装时可用尾架顶尖作为标准,或在工件端面车一印痕,就可知道轴线位置,把车刀调整安装好。车刀在刀架上的位置,一般应垂直于工件旋转轴线,否则会引起主偏角Кr变化,还可能使刀尖扎入工件已加工表面或影响表面粗糙度质量。4.外圆表面车削加工车削外圆是一种最常见、最基本的车削方法,其主要形式见图6。车削外圆一般可划分为荒车、粗车、半精车、精车和精细车,各种车削方案所能达到的加工图6车削外圆的形成精度和表面粗糙度各不相同,必须合理的选用。详见表2。表2各种车削方案表面所达到的加工精度与表面粗糙度序号加工方法经济精度(公差等级)经济粗糙度Ra值/μm使用范围1粗车IT13~IT1150~12.5适用于淬火钢以外的各种金属2粗车-半精车IT10~IT86.3~3.23粗车-半精车-精车IT8~IT71.6~0.84粗车-半精车-精车-精细车(金刚车)IT7~IT60.4~0.025主要用于要求较高的有色金属5.外圆车削工件的装夹方法外圆车削加工时,最常见的工件装夹方法见表3。表3最常见的车削装夹方法名称装夹简图装夹特点应用三爪卡盘三个卡爪可同时移动,自动定心,装夹迅速方便长径比小于4,截面为圆形,六方体的中、小型工件加工四爪卡盘四个卡爪都可单独移动,装夹工件需要找正长径比小于4,截面为方形、椭圆形的较大、较重的工件花盘盘面上多通槽和T形槽,使用螺钉、压板装夹,装夹前需找正形状不规则的工件、孔或外圆与定位基面垂直的工件的加工双顶尖定心准确,装夹稳定长径比为4~15的实心轴类零件加工6双顶尖中心架支爪可调,增加工件刚性长径比大于15的细长轴工件粗加工一夹一顶跟刀架支爪随刀具一起运动,无接刀痕长径比大于15的细长轴工件半精加工、精加工心轴能保证外圆、端面对内孔的位置精度以孔为定位基准的套类零件的加工参考文献:[1]倪森寿,机械制造基础[M],北京:高等教育出版社,2009.[2]熊良山,机械制造技术基础[M],武汉:华中科技大学出版社,2007.[3]王凤平,机械制造工艺学[M],北京:机械工业出版社,2011.作者简介:胡国荣,(1955年出生,籍贯上海),副教授,电话:13708538873,研究方向:机械制造。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 打发士大夫
打发士大夫
本文标题:车床车刀与外圆表面车削加工
链接地址:https://www.777doc.com/doc-1987343 .html