您好,欢迎访问三七文档
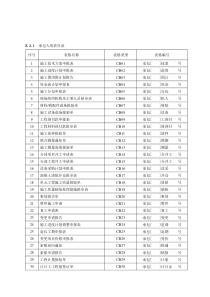
工程学院设计报告专业电气工程及其自动化班级1242班姓名2016年12月28日设计报告成绩评定标准序号评审项目指标满分评分1工作态度遵守纪律,学习认真;作风严谨,踏实肯干;善于与他人合作。102工作量按期圆满完成规定的任务,难易程度和工作量符合要求;完成运料小车控制模块20分,完成单轴运动控制系统25分,两个全部完成30分。303出勤情况全勤:10分10分有迟到、早退、请假现象:8分旷课1天:2分旷课2天:0分4设计、实验方案控制要求详细,变化多样,能自主设计程序实现自己的控制要求,想法独特。能灵活运用相关专业知识,有较强的创新意识,有独特见解,设计有一定应用价值。5分5实验技能动手能力强,能独立完成接线及编程工作,能解决设计及实验过程中出现的问题。10分6小组表现注重团队合作,在小组中表现突出,对设计方案的制定及选取起主要作用,在实验操作过程中,承担主要执行者。5分7设计报告质量报告结构严谨合理;文理通顺,技术用语准确,符合规范;图表完备、正确,绘图准确、符合国家标准;。30分评语:总分等级:评阅人:职称:讲师2017年1月日工程学院课程设计报告设计名称:电气控制与PLC技术课程设计设计时间:自12月22日至12月26日,共5天。设计地点:工程学院3#A418设计单位:工程学院电气信息学院指导教师:院长:目录1前言2自动送料装车控制系统的设计2.1基本控制要求2.2I/O接线图2.3程序控制逻辑梯形图2.4程序控制逻辑说明3总结4致谢5参考文献11前言随着社会迅速的发展,各机械产品层出不穷。控制系统的发展已经很成熟,应用范围涉及各个领域。例如:机械、汽车制造、化工、交通、军事、民用等。PLC专为工业环境应用而设计,其显著的特点之一就是可靠性高,抗干扰能力强。PLC的应用不但大大的提高了电气控制系统的可靠性和抗干扰能力,而且大大的简化和减少了维修维护工作量。PLC以其可靠性高、抗干扰能力强、编程简单、使用方便、控制程序可变、体积小、质量轻、功能强和价格低廉等特点,在机械制造、冶金等领域得到了广泛的应用。自动送料装载系统采用了PLC控制。作为工业控制计算机,可编程序控制器能编制各种各样的控制算法程序,完成闭环控制。从送料装载的工艺流程来看,其控制系统属于自动控制和手动控制相结合的系统,因此,此自动送料装载系统设计具有手动和自动两种工作方式。在设计该PLC自动送料装载程序的同时,总结了以往PLC自动送料装载设计程序的一般方法、步骤,并且把以前学过的基础课程融汇到本次设计当中来,更加深入的了解了更多的PLC知识。2自动送料装车控制系统的设计2.1基本控制要求送料小车主要设置有启动按钮SB1:其作用就是当有人按下启动按钮后;送料小车开始运动。送料小车还设有停止按钮SB2:其作用就是当用户按下停止按钮后,送料小车就会回到1号工地停止。在送料小车行进过程中:设置有4个限位开关(X1、X2、X3、X4):其每个限位开关都管着不一样的工作流程:其大概的流程如下:小车在用户规定的初始位置,用户按下启动按钮SB1,送料小车开始运动,当到达1号工地装料及(限位开关X1),在其停顿2秒后;运动到2号工地及(限位开关X2)卸货,在其停留2秒后;运动到3号工地及(限位开关X3)装料,在其停留3秒后;运动到4号工地及(限位开关X4)卸货,在其停留3秒后;运动返回到1号工地及(限位开关X1)。若在运动期间没有用户对送料小车进行操作,那么小车将一直周而复始的如上流程运动。直到用户对其操作为止。22.2I/O接线图PLC软元件作用I/O接线对照X0启动开关SB1X1限位1SQ1X2限位2SQ2X3限位3SQ3X4限位4SQ3X10复位SB4X11手动左移QS1X12手动右移QS2X13暂停按钮SB3X14停止SB2Y0左移KM1Y1右移KM2T0X1定时器T1X2定时器T2X3、X4定时器32.3程序控制逻辑梯形图42.4程序控制逻辑说明按下启动按钮X0,X0闭合M1得电自锁,Y0得电送料小车开始向左运动,到达X2,Y0失电定时器T1开始计时在其停2秒后;T1得电Y0得电送料小车开始向左运动,离开X2计时器T1复位,到达X3,Y0失电定时器T2开始计时在其停3秒后;T2得电Y0得电送料小车开始向左运动,离开X3计时器T2复位,到达X4,Y0失电定时器T2开始计时在其停3秒后;T2得电Y1得电送料小车开始向右运动,离开X4计时器复位;小车开始向右运动运动返回到X1,KM2失电在其停留2秒。这样做往返运动。按下停止按钮X14,M1辅助接点失电,Y1得电,运动到X1,Y1失电,小车停止在X1。按下暂停按钮X13,小车停止当前的运行动作,再次按下暂停按钮X13,小车恢复原状态运动。闭合手动开关X11,Y0得电小车左移。闭合手动开关X12,Y1得电小车右移。按下复位按钮X10,Y1得电小车右行。若此时M1失电则小车运动到X1,停止在此。若M1得电,则小车运动到X1,停止2秒后,继续做往返运动3总结自动送料装载系统设计和单轴位置控制系统设计采用了PLC控制,从PLC所连接的控制系统的设计过程。了解了一些关于三菱PLC的控制系统知识;控制系统硬件电路的正确设计及连接;节约了成本,优化了配置;自动送料装载系统实现了按下启动按钮SB1,小车运动到1号工地装料1,停止2秒,运动到2号工地卸货,停止2秒,运动到3号工地装料2,停止3秒,运动到4号工地卸货,停止3秒,返回1号工地。循环上述过程。按下停止按钮,回到1号工地停止;单轴位置控制系统实现了自动控制要求和手动控制要求。软件编程调试方面,通过三菱编程软件已经正确调试了设计程序,并在设计调试中收获很多宝贵经验。对于PLC的学习,从三菱软件的摸索,到认识,当然由于自己所编的程序相对比较简单,所以对这个软件的认识也不是十分的深入。5在实训过程中,遇到了麻烦,但听了老师的教导,慢慢地就找到了头绪,坚持到了最后。从中学到了做任何事情要有态度和心态,明白了做学问要一丝不苟,对于发现其过程中出现的任何问题和偏差都不要轻视,要通过正确的途径去解决,在做事情的过程中要有耐心和毅力,不要一遇到困难就打退堂鼓,只要坚持下去就可以找到思路去解决问题的,而且还要学会与人合作,这样做起事来就可以起到事半功倍的效果。4致谢本设计的完成是在我的导师老师的细心指导下进行的。在每次设计遇到问题时老师不辞辛苦的讲解才使得我的设计顺利的进行。从设计的选题到资料的搜集直至最后设计的修改的整个过程中,花费了李老师很多宝贵的时间和精力,在此向导师表示衷心地感谢!还要感谢和我同一设计小组的几位同学,是你们在我平时设计中和我一起探讨问题,并指出我设计上的误区,使我能及时的发现问题并把设计顺利的进行下去,没有你们的帮助我不可能这样顺利地结稿,在此深深的谢过你们。5参考文献[1]方承远.工厂电气控制技术[M].北京:机械工业出版杜,2002.[2]李建兴.可编程控制器应用技术[M].北京:机械工业出版社,2004.[3]许江,蒋跃宗.可编程控制器PLC基础应用教程[M].北[1]黄净.电器及PLC控制技术[M].北京:北京机械丁业山版社,2001.[4]周军.电气控制及PLC[M].北京:机械工业出版社,2004.2[5]廖常初.PLC梯形图的顺序控制设计[J].电工技术杂志,2001.
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 夜语空
夜语空
本文标题:设计报告-小车
链接地址:https://www.777doc.com/doc-2024354 .html