您好,欢迎访问三七文档
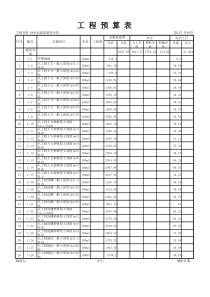
船体通用工艺船体水火矫正工艺--1--船体水火矫正工艺水火矫正900~600度隔一副配以夹具或锤击过烧,过热,骨架处背烧点状加热,线状加热,条状加热,楔形加热面板角弯曲变行,纵向弯曲变形,自由边,开口周边的失稳矫正,一、适用范围本工艺适用于船体矫正二、工艺内容船体焊接的变形是一个相当复杂的问题,即使焊接以前采取了各种措施,往往仍难达到令人满意的结果。因此,校正变形也就成为必要的工序了。矫正变形的方法甚多,如辊压校正,锤击校正,水火矫正等。目前,船厂以水火矫正应用较多,该法甚为简便、灵活。水火矫正是利用氧乙炔焰将钢材局部加热,随即用水冷却,使之收缩,以达到消除变形的目的。(a)点状加热法(b)线状加热法图a是用点状加热矫正钢板局部凹凸变形,图b是用线状加热矫钢板波浪式变形。点状加热法中,加热点的直径通常为20~30mm,加热点中心间距约为60~80mm加热时间约为30秒左右,使钢材温度达到600度左右。线状加热法中,加热宽度约20mm,加热速度约160mm/分。两种加热法都需在钢材达到一定温度后用水急冷,方可达到最大的矫形效果。1在火工矫正中,一般应掌握的原则1.1板厚小于5mm的,宜用木锤敲击,用力不可过猛,以防产生锤痕。1.2在矫正数幅毗邻并列板的变形时,应间隔一幅进行。这样间隔度内的变形挠度因相邻板幅的收缩而减小,以利加速矫正。且应先从钢性较大的结构开始矫正。1.3加热处从变形最低处开始,顺次向变形较大处移动。船体通用工艺船体水火矫正工艺--2--1.4加热的温度要超过600度,使钢材进入塑性变形范围,但要小于900度。当加热温度超过900度时,会使钢材晶粒粗大,钢材性能将显著降低,且在这一温度下急冷,可能出现淬火组织,这种现象称为“过热”。1.5当一次加热未达到目的时,待冷却后可进行第二次加热,但不宜超过三次,否则将使钢材表面质量恶化,性能下降,此种现象称为“过烧”1.6对一般船用钢材,矫形时可用水急冷,低合金钢在850度以下时可用水急冷,“902”钢材应控制在700度以上时可用水急冷。1.7矫形的火焰宜用中性焰。2.T型部件的矫正T型或工字型部件焊接后,产生的变形有面板角变形和纵向弯曲变形两种:2.1面板角变形。可用长条形水火矫正。加热线位于骨架的背部,即“背烧”,当变形较小时,可用单条,烧于骨材正背部;当变形严重时,可烧于骨材的两侧(图A)。加热温度为700度左右。2.2腹板的纵向弯曲。可用楔形法矫正,温度可稍高,使整个厚度烧透,并可浇水急冷。对于变形严重的可兼施外力促其收缩成形。加热的次序按两端的中间进行。变形较小烧单条变形严重烧双条拐点步骤:1、2、3(图A)(图B)(图C)(图D)3.板架变形的矫正板架焊接后的变形大致有三种:3.1板架的“瘦马”变形如图B所示。它的矫正方法,与矫正面板角变形的方法相同,用长条形水火矫正,在骨架的背面加热,即“背烧”。3.2板架的起伏波浪变形。如图C所示。它的矫正方法,先在凹入面两侧的骨架处,用长条形加热法进行“背烧”,然后在凸出面的骨架之间,用长条形或其他形式的加热船体通用工艺船体水火矫正工艺--3--法进行矫正。3.3同一板格中的凹凸变形。如图D所示。矫正时先在骨架处用长条形加热法进行“背烧”,如位置1所示;然后在变形的凸部与凹部的交界处用长条法,短条法或十字形法进行加热矫正。若此时变形不能完全矫正时,再在位置3处进行加热矫正。4.板架自由边缘的矫正矫正的步骤如图E所示。先在骨架处用长条形加热法进行“背烧”,以矫正板架的“瘦马”变形。其次是对自由边缘用楔形法进行矫正,这时温度可稍高,且宜辅以必要的夹具,促其成形。5.开孔周边的失稳的矫正如图F所示,用楔形按图示次序进行加热矫正。火路应起于内面终于开口边缘,使收缩从内往边缘增大。为提高矫正效果,可辅以锤击,促其成形。1524321346(图E)(图F)
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



![[论文]心理治疗的发展趋势](/doc-518738.png)
 天晨~
天晨~
本文标题:船体水火矫正工艺
链接地址:https://www.777doc.com/doc-2052777 .html