您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 芬顿氧化处理工业废水的应用概述
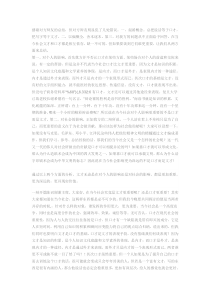
芬顿氧化处理工业废水的应用概述摘要:本文提供了作为工业废水先进处理方法的芬顿氧化法在应用流程的最新的信息。这种技术作为一个化学氧化法处理已经在最近几十年里被应用,能满足多种目标包括最终抛光,减少化学需氧量或总有机碳的有机负荷的高百分比和去除顽固和有毒污染物从而允许进一步传统生物处理。这项技术的效率和灵活性已经被证明,它具有广泛的多样性,与废水化学和其他相关行业的或活动相关,包括制药、纸浆和造纸、纺织、食品、软木加工、填埋的垃圾等。关键词:芬顿过程;化学氧化;工业废水处理;废物最少化;渗滤液前言工业活动产生废水与各种各样的污染物,如酚及其衍生品、碳氢化合物、卤代硫和流变的有机化合物,重金属乙腈化物和其他有机复合物的形式。这些废水经常在大范围的浓度内含有混合池中的污染物。这个开发低成本的技术解决方案需要成功地应对工业废水领域内引起的日益复杂的问题。在最近几十年,化学处理方法涉及生成的羟基自由基被称为高级氧化过程(AOPs),在其强氧化性的基础上已经成功应用于去除或降解顽固污染物。在这些高级氧化过程中,芬顿过程是一个被广泛研究的和采用催化法根据生成的羟基自由基(HO·)通过过氧化氢与铁离子作为均相催化剂在酸性pH和环境条件下的研究过程[1]。HO·有一个高的标准氧化电位(2.80V),与其他传统的氧化剂像Cl2、O2、O3,过氧化氢或KMnO4相比有很高的反应速度。这个羟基自由基与大多数有机和许多无机溶质以高速率反应。普遍接受的机理,提出了芬顿过程生产的羟基自由基依照方程(1),而催化剂再生通过方程(2),或从反应Fe3+中间的有机自由基(方程(3)-(5)):[2-6]Fe2++H2O2→Fe3++HO·+HO−k=76Lmol-1s-1(1)Fe3++H2O2→Fe2++HO2·+H+k=0.01Lmol-1s-1(2)RH+HO·→R·+H2O(3)R·+Fe3+→R++Fe2+(4)R++HO−→R-OH(5)然而,一批有竞争力的反应也会发生(方程(6)-(9)),它影响氧化过程:Fe2++HO·→Fe3++HO−k=3.2×108Lmol-1s-1(6)H2O2+HO·→HO2·+H2Ok=2.7×107Lmol-1s-1(7)HO2·+HO·→O2+H2O(8)HO·+HO·→H2O2k=5.2×109Lmol-1s-1(9)芬顿法的速度强烈依赖于自由基清除剂如t-丁醇或氯离子,但在某些情况下,即使在高浓度的这些物种也没有发现大幅降低[7]。这一事实导致了一些作者分析存在额外的氧化剂物种。利用电子顺磁共振(EPR)自旋捕获技术,实验证明发现在氧化中间体存在不同于羟基自由基[8-11],如高化合价的铁复合物(如ferrylspeciesFe(IV),指示Fe(OH)22+方程(10))。在不同的操作条件(酶、Fe/H2O2比,清除剂等)其中之一将会成为主流。Fe2++H2O2→Fe(OH)22+→Fe3++HO·+HO−(10)然而氢羟基自由基反应抽象,增加了双键或电子转移,这取决于结构特别是有机污染物的电离势,铁的形态只能够氧化有机分子的电子转移。芬顿的氧化过程效率取决于其他因素,如温度、pH、过氧化氢和催化剂浓度,Fe3+还原为Fe2+。因此反应中间体的存在能够减少Fe3+和再生催化剂是至关重要的。然而,有反应中间体代替减少Fe3+把它从Fe2+/Fe3+周期中移除,由于代铁复合物,延迟和/或抑制氧化过程。芬顿法提出了其最大催化活性在pH为2.8-3.0,这大大缩小了增加或减少pH值。在pH值高于3时Fe3+开始沉淀作为Fe(OH)3,过氧化氢优先分解成O2和H2O[12]。此外,形成铁(II)配合物在高pH值导致的Fe2+浓度下降[13]。另一方面,Fe2+,Fe3+过氧化氢再生反应是更多抑制pH值成酸性。在芬顿过程中反应温度是另一个重要参数。原则上,增加温度应该提高过程的动力学,但它也倾向于把过氧化氢分解为O2和H2O,其速率在20-100℃范围内每升高10℃增加约2.2倍[14]。过氧化氢的用量、Fe2+的浓度是两个影响芬顿过程的相关因素,而且密切相关。过氧化氢的用量必须根据最初的污染物浓度固定。过氧化氢频繁的使用数量与理论化学计量H2O2化学需氧量(COD)的比值一样[15],虽然这取决于特定的污染物的反应来氧化和减少污染物负载。示意图表示芬顿氧化处理如图1所示。通常搅拌一批处理过的pH值一般控制在3-3.5范围的反应物。Fe2+是以硫酸亚铁形式最常添加的,过氧化氢通常是35%的水溶液。这个过程通常在环境温度和压力下工作。反应容器必须涂上一种耐酸材料,因为腐蚀可能是一个严重的问题。除了反应物在执行以下序列:废水,其次是稀硫酸(用于维护酸性条件),在酸性溶液下催化剂(铁+盐),以酸对pH值调整和最后加过氧化氢。排出的芬顿反应物将中和槽和絮凝剂后连同Fe(OH)3等固体相距沉降。如果有必要,最后阶段可用砂过滤。芬顿过程相对其他氧化技术的优点之一是,没有能量输入激活过氧化氢是必要的,因为反应发生在大气压力和室温。此外,这种方法需要相对较短的反应时间和使用容易处理试剂。主要缺点是高成本的过氧化氢和均相催化剂,作为添加的铁盐不能保留在这个过程中,因此需要进一步分离阻止额外的水污染。为了避免连续亏损催化剂及在处理后去除铁的需要,可以使用非均相催化剂,这就增加了成本。最近的研究表明,过氧化氢可以在铁轴承固体催化剂存在下氧化有机污染物。沸石[16-23],有柱的粘土[24-28]、氧化铝[29]、硅石[30]、介孔SBA-15[31,32],介孔分子筛[33,34],铌[35]、铁氧化物[36,37]、离子交换树脂[38]和活性炭[39,40]已经被用于支持准备催化剂。图1芬顿氧化应用到工业废水芬顿氧化已经测试了各种含有多种目标化合物的合成废水,如酚类[41-44]、氯苯[45-48]、甲醛[49]、2,4-二硝基酚[50,51]、2,4,6-三硝基甲苯[52,53]、2,4-二硝基甲苯[54]、氯苯[55,56]、四氯乙烯[57]、卤代甲烷[58]、胺[59]、三次甲基三硝基胺(RDX)[60,61]。然而,有许多化学物质比芬顿难熔,比如乙酸、丙酮、四氯化碳、二氯甲烷、草酸、顺丁烯二酸、丙二酸、石蜡、三氯乙烷等等[62]。已经被证实这些化合物在通常芬顿氧化的操作条件下是顽固的。除了这些基本的研究,这一过程已经被应用于工业废水(如化学、制药、纺织、纸浆、化妆品、软木处理废水等)、污泥和受污染的土壤[63-68]毒性显著降低的结果、生物降解性的改善,颜色和气味去除。化学工业化工行业是如今工业废水问题的一个主要贡献者,不仅仅体现在排放体积,也在于在废水中发现许多危险的自然污染物的。越来越严格的法规应该被执行,先进的技运用来符合排放限制,允许对水回收。在那些技术中、芬顿氧化已经在过去二十年的里被研究。Barbusinski和Filipek[69]分析了在波兰南部芬顿对农药生产废水的处理效率。大多数的杀虫剂在使用过氧化氢剂2.5gL−1被完全降解,是以COD为基础的化学计算量的五倍。最好的结果是实现了有机磷农药,退化到97-100%。去除效率为有机氯化也是相当高(90%),原始废水对生物荧光细菌Vibriofischeri的毒性大幅减少。在进一步的工作,Barbusinski[70]研究了芬顿过程对四种类型的工业污水应用处理,它们是从位于波兰南部两个化学工厂里收集的。污水来自生产顺丁烯二酸、顺丁烯二酸酐、2-乙基己醇、脲醛胶粘剂和杀虫剂。虽然在COD方面有高去除效率,这些并不总是伴随着减少生态毒性(Vibriofischeri)到足够低的水平,除非使用高数量的过氧化氢和反应时间。一个很好的应用芬顿氧化处理化工制造的工业废水的例子是Collivignarelli[71]报道的。从洗涤剂制造车间出来的废水以前被混凝絮凝-过滤处理、这样一个解决方案显示不能够达到净化的需求。一个新的系统中包含了一个不连续芬顿氧化和中和过程,其次是成功实现絮凝和沉降。废水从石油开采、提炼和化学处理,在的压力和温度环境条件下用芬顿法成功被处理[72]。这些作者们测试了这一过程处理两种不同的污水样品的效率,一个来自石油生产操作,另一个是石化工厂合成的。在危险浓度的污染物经过处理,如以下:间甲酚、2-氯酚,甲基叔丁基醚MTBE和挥发性芳烃(苯、甲苯、乙苯及二甲苯)。在所有情况下污染物的一个重大矿化作用(即完整的氧化)是在相对较短的一段时间观察到的。酸化,一个为提高岩层的石油井渗透能力的技术使用稀释无机酸如HCl,长期以来一直是最常见的刺激方法来增加石油和天然气储层的产量。这个操作每口井产生大约200-500立方米废酸,除了高有机负荷含有高浓度的HCl和亚铁离子。高博士[73]分析了芬顿过程中通过添加过氧化氢从这些酸性废物酒去除总有机碳(TOC)和Fe2+时的电势。研究中使用的样本是在中国一个酸性废液池收集的,与主要特点:pH=1.494mgL−1TOC和208mgL−1Fe2+。最佳摩尔比的H2O2/Fe2+去除Fe2+是0.72-0.76,这是由氧还原电位决定的,作为一个参数来表示Fe3+/Fe2+的转换。在这个最优H2O2剂量,最低Fe2+最终浓度(1.2-1.3mgL−1)发生在3.3-4.5的pH值时45分钟。TOC移除受氧化为氢氧化铁影响,吸附摩尔比率H2O2/Fe2+为0.75,通过氧化的摩尔比H2O2/Fe2+为3.0。在后者的情况下(380mgL−1H2O2),超过四分之三的TOC去除是由于氧化,在室温和pH=3.25,TOC在120分钟内总共减少65%。制革废水是严重影响环境的一个来源,因为这个行业产生的碱性废水具有高浓度有机物,硫化物,悬浮物和盐,它具有高毒性。Vida[74]等对通过组合化学和生物氧化处理这些工业废水的技术进行了评估,在这个研究中芬顿氧化作为批处理。H2O2/Fe2+和H2O2/COD的比值分别为9和4,分别达到接近90%的COD减排。随后,氧化废水喂养的活性污泥单元,达到35–60%和60–70%的COD和BOD的去除率。因此,这种联合治疗增加总COD的去除率达到95%以上和60%达到无预处理。D.magna和D.pulex的生物测定表明,这种治疗只能达到局部去除制革废水的毒性。Dantas[75]对芬顿和芬顿高级氧化处理皮革工业废水的效率进行了评估,对其降低COD,氨氮和毒性进行了分析。结果表明,降解过程包括两个阶段:初始的快速,其中约70%的COD减少了发生,其次是一个缓慢的步骤,在4小时后的反应时间对COD去除率达到90%。在羟基自由基浓度增加的第二过程,芬顿和芬顿高级氧化的反应的效率从65提高到90%。毒性(使用卤虫)下降后,COD的削减,但在反应结束时的残余H2O2不得不因为它影响最终的毒性值控制。化妆品行业产生的污水的特点是含有高浓度的COD,悬浮物,油脂和去污剂。通过常规的生物过程降解这些废水的有机负荷是不太可能,因为由于其较低的生物需氧量(BOD)/COD比率,因此他们经常通过凝聚/絮凝浮选分离压力处理产生的污泥。这是导致的COD减少的一个重要原因。然而,公共污水处理使得有必要开发新的技术,更高效地处理污水。一种可能的策略是化学氧化的使用作为前处理以降低药物的毒性和提高废水中有机物的可生物降解性。Bautista[76]等用芬顿氧化法对从马德里(西班牙)化妆品工业产生的废水的两个样品去除有机质(TOC和COD)的效率进行了评估,这两种废水中的COD值显著不同(4730和2660mgL−1)。相应的TOC值分别为1215和785mgL−1,BOD5/COD比率为0.133和0.169,分别在低的生物降解性的情况下指示。最好的结果,在25℃时TOC的转化率高于45%和在50℃时TOC的转化率高于60%,使用初始pH等于3,Fe2+为200mgL−1和化学需氧量重量比对应的理论化学计量值的初始H2O2。芬顿氧化允许与COD区域限制的工业废水排放到市政污水管网的依从性的应用。整个过程的动力学进行了调
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 tushuai
tushuai
本文标题:芬顿氧化处理工业废水的应用概述
链接地址:https://www.777doc.com/doc-2053896 .html